Principaux revendeurs chinois d'équipements de fixation !
Harbin Rainbow Technology Co., Ltd.









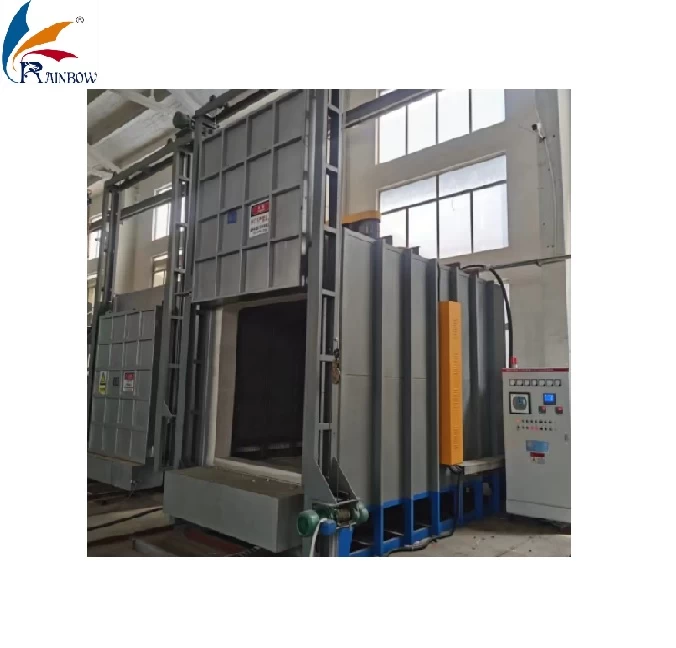
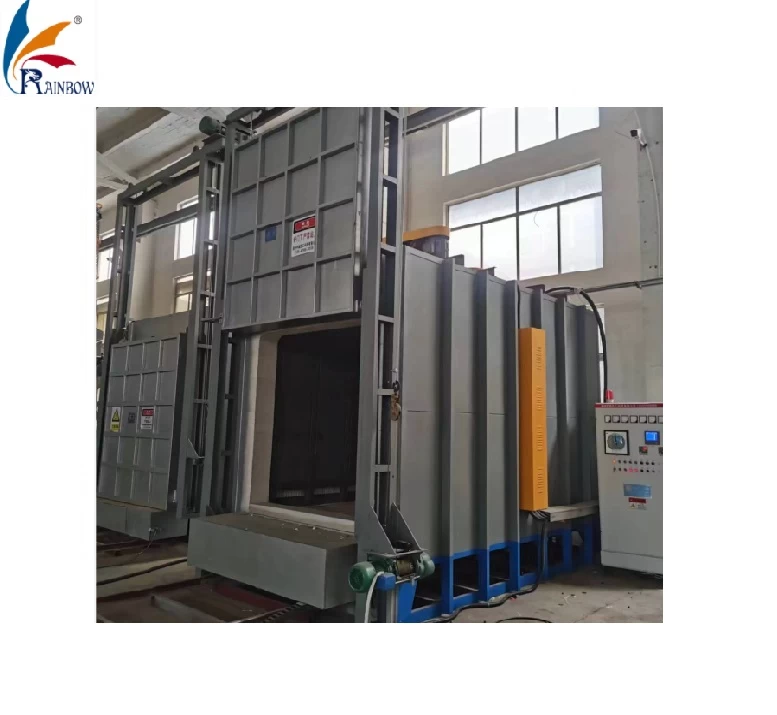
Résumé: Ce type de four a une conception unique d'un fort système de circulation d'air, qui garantit la stabilité de la température.Le système de contrôle de la température adopte l'affichage numérique pour contrôler la température, qui est intuitif et accrocheur, avec un dispositif de protection de fiabilité et une alarme à la température.Nous pouvons concevoir et personnaliser des produits avec des exigences spéciales telles que la prise en charge des lignes de production importées pour les utilisateurs.La coquille d'équipement est faite d'une plaque à froid A3, et la surface est peinte, ce qui est beau et généreux.Le conteneur intérieur du studio est en acier inoxydable, plié et soudé par tôle.Le mode de circulation de l'air chaud adopte le principe selon lequel les côtés gauche et droit sont épuisés et le haut est aspiré, il est donc répété.Les éléments de chauffage sont installés dans les conduits d'air des deux côtés du four, et le moteur en circulation est installé en haut de la boîte, ce qui peut prolonger la durée de vie du moteur.La porte est unique et la boucle de porte adopte la poignée du levier.Le panneau de commande électrique est installé sur le côté droit de la boîte.Il est pratique pour les travailleurs de fonctionner, et les appareils électriques sont tous constitués de marques internationales et nationales célèbres, avec les avantages d'une longue durée de vie et de performances de sécurité élevées.
|
Matériau de coquille: |
La peinture en aérosol a été fabriquée à partir d'une feuille de trapites à froid avec une épaisseur de 1,2 mm. |
|
Squelette de coquille: |
Il est en acier Q235, 5 # ~ ~ 6 # ANGLE ACIER, etc. Après le retrait de la rouille, le cadre est soudé. |
|
Matériau de coquille intérieure: |
Avec une épaisseur de 1,2 mm, il est en plaque en acier inoxydable 201, qui est plié et soudé par le soudage à l'arc Argon. |
|
Squelette de la coquille intérieure |
5 ~ 4 # Le cadre en acier à angle est soudé et la plaque en acier et la tôle de 2,0 mm sont utilisées localement pour le renforcement. |
|
Matériau de la plaque de ventilation: |
Plaque en acier inoxydable de 1,2 mm d'épaisseur 201. |
|
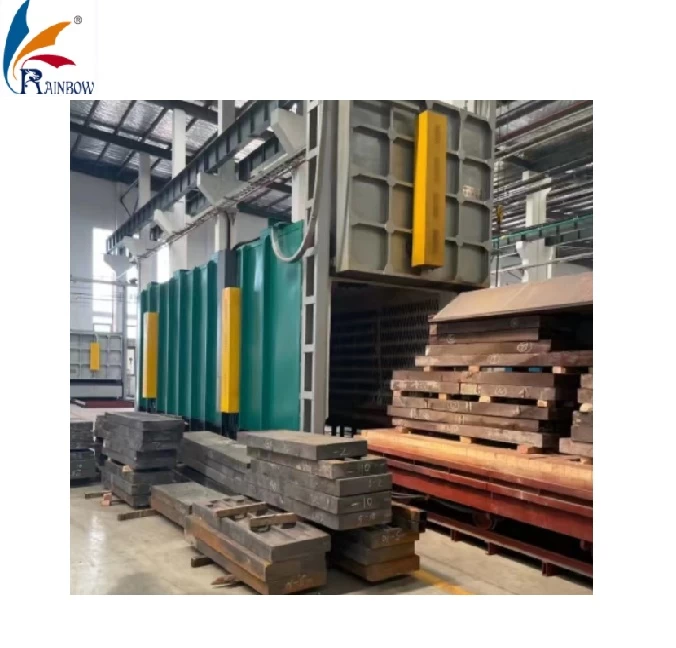
Structure du fond de l'équipement |
Chariot plat de chariot |
|
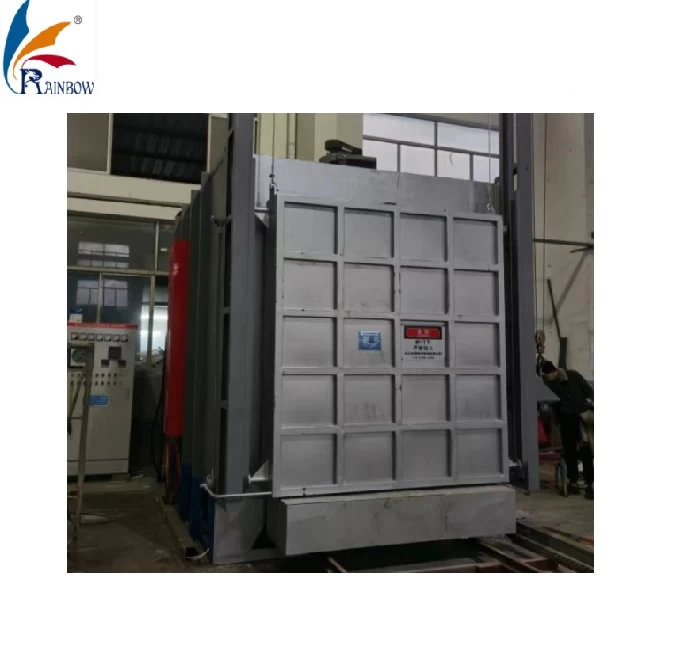
Configuration et structure de la porte: |
Structure d'ouverture de la porte: (1) Mode d'ouverture de la porte: La porte d'entrée est ouverte manuellement dans la direction de gauche;(2) La boucle de porte est en poignée spéciale pour le four et la surface est enrobée de chromé.(3) Deux ensembles de charnières en alliage supérieur et inférieure pour la porte.Placage chromé à la surface.(4) La plaque inférieure est faite de plaque A3 à froid avec une épaisseur de 2,0 mma3.(5) Matériau d'isolation thermique de porte: Il est fait de haute densité et de haute qualité d'isolation thermique en coton en coton en coton et de laine minérale, qui a une forte isolation thermique.(6) corde de coton de silicate en aluminium autour du type de compression serré. |
|
Épaisseur et matériau de la couche d'isolation: |
L'épaisseur de conception de chaque pièce est de 150 mm en fonction de la prise en compte de l'élévation de la température à l'extérieur du four et de l'économie d'énergie.Le matériau de remplissage est une fibre de silicate en aluminium à haute densité de 150 km, ce qui peut résister à une température élevée de 850℃ et a une conductivité thermique de 0,0048 ∧m /℃.
|
|
Composition de la boîte: |
Boîte, souffleur et système d'échappement, partie de contrôle électrique, etc. |
|
Élévation de la température de la surface de la boîte: |
Selon la garantie de l'industrie JB5220-91, la température de surface de la boîte de séchage avec une température de travail ne dépassant pas 300℃ n'est pas supérieur à 3℃ à température ambiante. |
|
Système d'admission d'air et d'échappement: |
|
|
Admission à l'air: (contrôle manuel) |
Les entrées d'air sont installées avec 3 entrées d'air de 60 mm, qui sont situées dans le sens de la partie du moteur de la boîte, et sont utilisées comme entrée d'air de compensation de l'air froid. |
|
Échappement: (contrôle manuel) |
Deux trous d'échappement d'un diamètre de 120 mm sont situés en haut du four, et l'échappement forcé est réglé à deux sens.Il est recommandé d'installer un tuyau d'échappement externe pour décharger uniformément le gaz d'échappement à l'extérieur de l'atelier. |
|
Système de circulation: |
|
|
Mode de cycle: |
Mode d'alimentation d'air de circulation de l'air chaud forcé.(Une fois que l'air de cet équipement a été chauffé, l'air chaud est transporté vers la sortie d'air des côtés gauche et droit par le ventilateur de circulation centrifuge, qui s'écoule horizontalement, entre dans la salle de travail pour effectuer pleinement la chaleur et échanger de la chaleur avec la cuissonpièce de travail, puis est aspirée par le port d'aspiration supérieur, de sorte que la température de la salle de travail est augmentée à plusieurs reprises. La structure de cet équipement et le principe de la circulation de l'air chaud garantissent l'uniformité de la température dans toutes les zones à l'intérieur du four. |
|
Dispositif moteur: |
750W3 380 V Les moteurs à cycle à haute température sont installés en haut de la boîte. |
|
Matériau de roue au sol |
acier inoxydable |
|
Système de chauffage:
|
|
|
Matériel d'élément chauffant: |
Un générateur d'électrothermie tubulaire en U sans poussière couvert est adopté et la puissance de l'élément de chauffage principal est de 65 kW.Contrôle de chauffage du groupe 1.La durée de vie continue peut atteindre plus de 30 000 heures. |
|
Position d'élément chauffant: |
La chambre de chauffage est disposée dans les conduits d'air des deux côtés, et les tubes de chauffage électriques sont placés verticalement pour augmenter la zone de contact de dissipation thermique. |
|
Temps de chauffage: |
La température est augmentée de la température normale à 250℃ pendant environ 35 minutes.(Condition sans chargement). |
|
Remarque lors des tests: le point de test doit être à au moins 100 mm du matériau de la paroi intérieure et à au moins 120 mm de la paroi de la porte.Le temps de test doit être d'au moins 10 à 15 minutes après avoir atteint la température (état de température constante). |
|