Galvanizli sac metal işlemi
Galvanizli tabakanın ana süreci
Sarılma → Çift Çıkma → Kesme Kafası ve Kuyruk → Kaynak → Alkali Yıkama → Birincil fırçalama → → elektrolitik temizleme → İkincil fırçalama → Sıcak su durulama → Sıcak hava kurutma → Giriş ceketi → sürekli tavlama → Sıcak daldırmaüfleme (Giriş) → → Kaplama sonrası hava soğutma → su söndürme → tesviye makinesi (ayrılmış) → gerilme düzleştirici → pasivasyon (ayrılmış parmak izi dirençli) → Yağlama → Kesme → Reeling → Booling → Tartım → → Paketleme
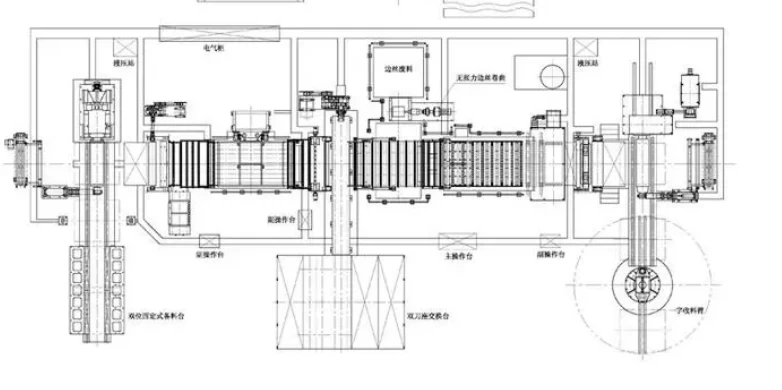
Galvanizasyon çizgisinin her bölümünün işlevleri
Temizlik Bölümü: Soğuk haddelenmiş yağlayıcı ve demir tozunu şerit yüzeyinden çıkarın.Giriş manşonundan önce temizlik, giriş kılıfındaki şeritin sabit izlenmesini kolaylaştırır ve ezik ve çiziklerden kaçınır.
Giriş Canlı Kol Bölümü: Giriş durağı kaynaklandığında etkili bir dikey canlı manşon uzunluğu sağlar ve hattın sürekli üretilmesini sağlar.
Fırın bölümü: Belirtilen tavlama döngüsünü elde etmek için dikey sürekli tavlama fırını.
Galvanizasyon Bölümü: Şeritler, erimiş bir çinko tencereye daldırılarak galvanizlenir.
Tesviye ve gerginlik düzleştirici bölümü: Özellikleri geliştirmek için.
Tedavi Sonrası Bölüm (Pasivasyon): Beyaz pas ve parmak izlerine karşı kromat çözeltisi uygulamak için fırın ve soğutma ünitesi ile iki roll birleştirici.
Çıkış Burç Bölümü: Çıkış bölümü kayma için durdurulduğunda hattın sürekli çalışmasını sağlamak için etkili dikey burç uzunluğu sağlar.