Proces ocynkowanego blachy
Główny proces ocynkowanego arkusza
Łotuwanie → podwójne odchylenie → Głowica do cięcia i ogon → Spawanie → Mycie alkaliczne → Pierwotne szczotkowanie → → Czyszczenie elektrolityczne → Szczotkowanie wtórne → Płukanie gorącej wody → Suszanie na gorące powietrze → Kurtka wlotowa → Ciągłe wyżarzanie → Galwanizacja gorącego zanurzenia (ceramiczny garnek cynku) → Air KnifeDmuchanie (wprowadzenie) → → Postoplingowe chłodzenie powietrza → Gaszenie wody → Maszyna wyrównująca (zarezerwowana) → Prostera rozciągania → Pasywacja (zarezerwowany odporność na odcisk palca) → Kurtka eksportowa → Olejowanie → ścinanie → Zachuwanie → Unikanie → Warzenie → → Pakowanie pakietów → Pakowanie
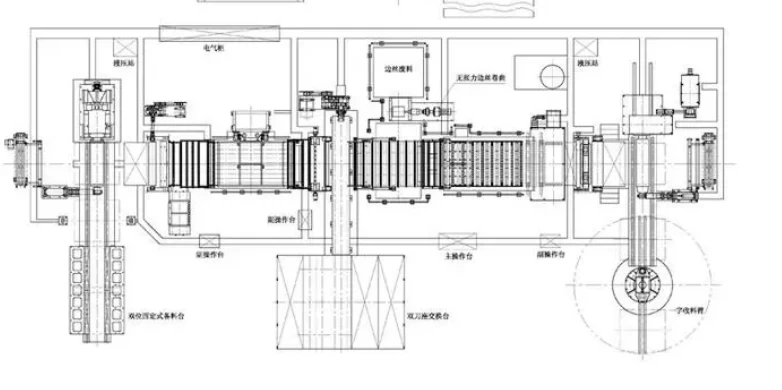
Funkcje każdej sekcji linii galwanizującej
Sekcja czyszczenia: Wyjmij na zimno smar i żelazny proszek z powierzchni paska.Czyszczenie, zanim rękaw wejściowy ułatwia stabilne śledzenie paska w rękawie wejściowym i unika wgniecenia i zarysowania.
Sekcja rękawów na żywo: zapewnia efektywną długość pionowego rękawa na żywo po spawaniu przystanku, umożliwiając ciągłe wytwarzanie linii.
Sekcja pieca: pionowy ciągły piec ożywiający w celu osiągnięcia określonego cyklu wyżarzania.
Sekcja ocynkowania: paski są ocynkowane przez zanurzenie ich w stopionym doniczce cynku.
Sekcja prostownika wyrównania i napięcia: w celu poprawy właściwości.
Sekcja po leczeniu (pasywacja): Tandem dwupoziomowy z piecem i chłodzeniem do nakładania roztworu chromianu na białą rdzę i odciski palców.
Sekcja tulei wyjściowej: Zapewnia efektywną długość pionowego tulei, aby linia działała w sposób ciągły, gdy sekcja wyjścia jest zatrzymana w celu przecięcia.