

























Cos'è la testa fredda?
Cos'è esattamente la testa fredda?Cominciamo definendo il termine generale insieme ai principi di base del processo di intestazione a freddo.
Testa fredda · ing
/kōld//"heding/
verbo
-
Il processo di formazione progressiva di una forma specificata dal filo metallico senza aggiungere calore, utilizzando una serie replicata di stampi, martelli e pugni ad alta velocità.
In poche parole: l'intestazione fredda sta alimentando il filo in una macchina, tagliandolo a pezzi e martellando su di essa.Il materiale non è riscaldato o lavorato, ma si è formato nella sua forma desiderata a temperatura ambiente.La capacità di formare materiale invece di rimuoverlo considera questo processo estremamente efficiente ed economico quando si produce grandi quantità.
Alle prigione, progettiamo e fabbriciamo i nostri strumenti personalizzati e produciamo quasi tutte le forme di fissaggio, tra cui più configurazioni sconvolte, forme di testa personalizzate e sostituzioni con assiemi a più parti.La conversione della fornitura di approvvigionamento per l'intestazione a freddo può beneficiare in molti modi.
-
Tolleranze strette
-
Tassi di produzione ad alta velocità
-
Capacità di grande volume
-
Scasso di materie prime ridotte
-
Proprietà fisiche migliorate
-
Riduzione del costo contro la lavorazione
-
Le capacità includono una vasta gamma di diametri
-
Configurazioni standard e non standard sono fatte alle specifiche del cliente
-
Molte operazioni secondarie disponibili per completare le parti completamente personalizzate
Nozioni di base sulla voce fredda
Intestazione a freddo (o formazione fredda) è un metodo per formare metallo in gradini progressivi in parti a forma di rete o vicino a rete.A partire da una lumaca, che viene tagliata da una bobina continua di materiale a filo;La macchina per l'intestazione fredda utilizza una serie di potenti martelli e muore per far parte.Questo processo crea pochissimo o nessun rifiuto, offre un risparmio significativo sui costi dei materiali e il volume della lumaca iniziale è più o meno lo stesso della parte finita.Il volume netto rimane lo stesso poiché il materiale si forma nella matrice, piuttosto che tagliare dal vuoto.Il processo di intestazione a freddo crea una parte più forte, con superfici continue lisce, migliorando al contempo il flusso di grano del materiale.
Al contrario, le operazioni di taglio dei metalli sono in genere lente e possono generare fino al 60% di rifiuti.
L'intestazione a freddo è più efficiente della lavorazione, consentendo una rapida produzione di grandi quantità mantenendo tolleranze vicino a +/- .002 ″ senza operazioni secondarie.
Progressione
Una progressione è il processo di sviluppo gradualmente verso uno stato più avanzato.A partire dalla lumaca, ogni fase della progressione forma il materiale sempre più vicino alla sua forma finale.Gli dispositivi di fissaggio intricati spesso richiedono una progressione più lunga rispetto ai dispositivi di fissaggio semplici, poiché molti semplici dispositivi di fissaggio possono essere completati in 1-2 colpi da una macchina per la testa a freddo.
Le progressioni non sono le stesse per ogni parte.Ogni tipo di dispositivo di fissaggio o componente ha la sua serie di pugni, stampi e martelli che sono stati progettati su una specifica unica.I requisiti materiali svolgono anche un ruolo nel modo in cui è progettata la progressione.I metalli più morbidi si formeranno più facilmente (ad es. Copper, alluminio) mentre i metalli più duri (ad esempio acciaio inossidabile, lega di nichel) possono richiedere più colpi per raggiungere la sua forma finale.
Tecniche di formazione di base
Upset ed estrusioni sono due tipi di base di tecniche utilizzate nella produzione a testa fredda.Queste tecniche prevedono la formazione controllata di un materiale applicando una forza sufficiente affinché il materiale riempia uno spazio annullato all'interno di una matrice.Ogni matrice viene progettata di conseguenza, per produrre la corretta quantità di movimento del materiale durante la progressione.
Sconvolgimenti
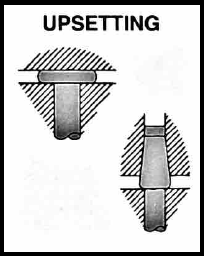
I sconvolgimenti sono la tecnica più comune e di base utilizzata nella voce fredda oggi.Si forma un turbamento quando la lumaca viene ridotta in altezza e il diametro di partenza viene aumentato.Questa tecnica viene spesso utilizzata per creare la testa della parte e può essere formata con utensili aperti, tra utensili o utensili chiusi, a seconda della posizione e della forma sconvolta.Le parti integrali possono richiedere più teste e diametri.Per ottenere queste configurazioni complesse, durante la progressione della parte sono incorporate diverse sconfitte.
Estrusioni
Un'altra tecnica di intestazione a freddo comune si chiama estrusione.Esistono due tipi di estrusioni: estrusioni in avanti ed estrusioni all'indietro.
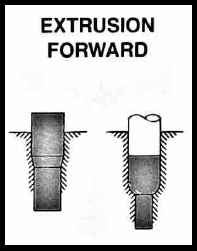
Estrusioni in avanti Forzare il materiale attraverso un orifizio di diametro più piccolo, riducendo così il diametro e aumentando la sua lunghezza.Il materiale di partenza può essere parzialmente o totalmente contenuto negli strumenti prima dell'inizio di questo tipo di estrusione.
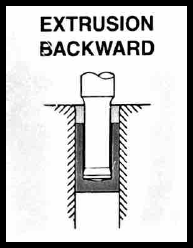
Estrusioni arretrate Forzare il materiale a fluire attorno a un punzone o un perno penetrante mentre è contenuto in un inserto per dado o punzonatura.Questa estrusione viene in genere utilizzata per formare un foro o una cavità all'interno di una parte.
Operazioni secondarie
Gli elementi di fissaggio e componenti complessi richiedono spesso operazioni secondarie per produrre parti finite.Queste operazioni non possono essere eseguite su una macchina per l'intestazione fredda e sono gratuite per il processo di intestazione a freddo.
-
Rotolo di filo
-
Trapano e tocca
-
Knurling e scanalatura
-
Timbratura
-
Trattamento termico
-
Placcatura
-
Macinare e radersi
-
Finitura e lucidatura in metallo
-
Macinazione CNC
-
Appiattire
-
Forare