

























Soğuk başlık nedir?
Soğuk başlık tam olarak nedir?Soğuk başlık sürecine dahil olan temel ilkelerle birlikte genel terimi tanımlayarak başlayalım.
Soğuk kafa · ing
/kōld//‘Heding/
fiil
-
Yüksek hızda çoğaltılmış bir kalıp, çekiç ve yumruk serileri kullanarak ısı eklemeden metal telden aşamalı olarak belirtilen bir şekil oluşturma işlemi.
Basitçe söylemek gerekirse: Soğuk başlık, tel bir makineye beslemek, parçalara ayırmak ve üzerine çekiçlemektir.Malzeme ısıtılmaz veya işlenmez, ancak oda sıcaklığında istenen şekle dönüştürülür.BT'yi çıkarmak yerine malzeme oluşturma yeteneği, bu süreci büyük miktarlarda üretirken son derece verimli ve uygun maliyetli olarak görür.
Grandeur bağlantı elemanlarında, kendi özel takımlarımızı tasarlıyor ve üretiyoruz ve birden fazla üzgün konfigürasyon, özelleştirilmiş kafa şekilleri ve çok parçalı montajlar için ikameler dahil olmak üzere neredeyse tüm bağlantı elemanları formlarını üretiyoruz.Arz ihtiyaçlarınızı soğuk başlığa dönüştürmek birçok yönden faydalanabilir.
-
Sıkı Toleranslar
-
Yüksek hızlı üretim oranları
-
Büyük hacimli özellikler
-
Azaltılmış hammadde atığı
-
Geliştirilmiş fiziksel özellikler
-
Maliyete karşı işleme azalması
-
Yetenekler çok çeşitli çaplar içerir
-
Müşterinin özelliklerine göre standart ve standart olmayan yapılandırmalar yapılır
-
Tamamen özelleştirilmiş parçaları tamamlamak için birçok ikincil operasyon mevcut
Soğuk Başlık Temelleri
Soğuk başlık (veya soğuk şekillendirme), net şekilli veya net şekilli parçalara aşamalı adımlarda metal oluşturma yöntemidir.Sürekli bir tel malzeme bobinden kesilen bir sümüklü ile başlayarak;Soğuk başlık makinesi, bir parça oluşturmak için bir dizi güçlü çekiç ve kalıp kullanır.Bu işlem çok az veya hiç israf yaratır, önemli malzeme maliyet tasarrufu sağlar ve başlangıç sümüğünün hacmi bitmiş kısımla aynıdır.Net hacim aynı kalır, çünkü malzeme boşluktan kesilmek yerine kalıp içine oluşur.Soğuk başlık işlemi, malzemenin tane akışını arttırırken pürüzsüz sürekli yüzeylerle daha güçlü bir parça oluşturur.
Buna karşılık, metal kesme işlemleri tipik olarak yavaştır ve% 60 kadar atık üretebilir.
Soğuk başlık, işleme işleminden daha verimlidir, ikincil işlemler olmadan +/- .002 ″ kadar yakın toleransları korurken büyük miktarların hızlı üretimine izin verir.
İlerleme
İlerleme, daha gelişmiş bir duruma doğru kademeli olarak gelişme sürecidir.Slug ile başlayarak, ilerlemenin her adımı malzemeyi nihai şekline daha yakın ve daha yakın oluşturur.Karmaşık bağlantı elemanları genellikle basit bağlantı elemanlarından daha uzun bir ilerleme gerektirir, çünkü birçok basit bağlantı elemanı soğuk bir başlık makinesinden 1-2 darbede tamamlanabilir.
İlerlemeler her parça için aynı değildir.Her bir bağlantı elemanı veya bileşeni, benzersiz bir spesifikasyona tasarlanmış kendi yumruk, kalıplar ve çekiçleri vardır.Malzeme gereksinimleri ayrıca ilerlemenin nasıl tasarlandığı konusunda bir rol oynar.Daha yumuşak metaller daha kolay oluşacaktır (örn. Bakır, alüminyum), daha sert metaller (örn. Paslanmaz çelik, nikel alaşımı) nihai formunu elde etmek için birden fazla darbe gerektirebilir.
Temel biçimlendirme teknikleri
Bozuklar ve ekstrüzyonlar, soğuk başlı üretimde kullanılan iki temel teknik türüdür.Bu teknikler, malzemenin bir kalıp içindeki geçersiz bir alanı doldurması için yeterli kuvvet uygulayarak bir malzemenin kontrollü oluşturulmasını içerir.İlerleme boyunca uygun miktarda malzeme hareketi üretmek için her kalıp buna göre tasarlanır.
Bekler
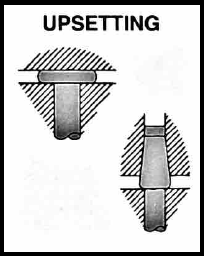
Bozuklar bugün soğuk başlıkta kullanılan en yaygın ve temel tekniktir.Slug yüksekliği azaldığında ve başlangıç çapı arttığında bir üzüntü oluşur.Bu teknik genellikle parçanın kafasını oluşturmak için kullanılır ve üzgün konuma ve şekle bağlı olarak, takımlar veya kapalı takımlar arasında açık takımlarla oluşturulabilir.Entegre parçalar birden fazla kafa ve çap gerektirebilir.Bu karmaşık konfigürasyonları elde etmek için, parçanın ilerlemesi boyunca farklı üzümler dahil edilir.
Ekstrüzyonlar
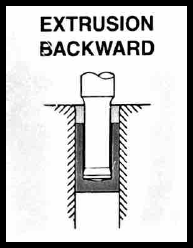
Başka bir soğuk başlık tekniğine ekstrüzyon denir.İki tür ekstrüzyon vardır: ileri ekstrüzyonlar ve geriye doğru ekstrüzyonlar.
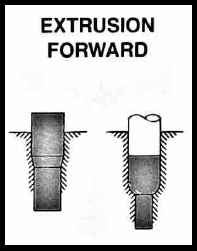
İleri Ekstrüzyonlar Malzemeyi daha küçük çaplı bir delikten zorlayın, böylece çapını azaltır ve uzunluğunu arttırın.Başlangıç malzemesi, bu tip ekstrüzyonun başlamasından önce takımda kısmen veya tamamen bulunabilir.
Geriye doğru ekstrüzyonlar Bir kalıp veya yumruk ekinde bulunurken malzemeyi delici bir yumruk veya pim etrafında akmaya zorlayın.Bu ekstrüzyon tipik olarak bir parçanın içinde bir delik veya boşluk oluşturmak için kullanılır.
İkincil operasyonlar
Karmaşık bağlantı elemanları ve bileşenler genellikle bitmiş parçalar üretmek için ikincil işlemler gerektirir.Bu işlemler soğuk bir başlık makinesinde gerçekleştirilemez ve soğuk başlık işlemine ücretsizdir.
-
İplik
-
Matkap ve musluk
-
Tuhaflık ve kanal
-
Damgalama
-
Isı Tedavisi
-
Kaplama
-
Grip ve Tıraş
-
Metal Sonu ve Parlatma
-
CNC Frezeleme
-
Düzleştirmek
-
Delmek