

























O que é o cabeçalho frio?
O que exatamente é o cabeçalho frio?Vamos começar definindo o termo geral, juntamente com os princípios básicos de envolvidos no processo de cabeçalho frio.
Cabeça fria · ing
/kōld//‘heding/
verbo
-
O processo de formação progressiva de uma forma especificada a partir do fio de metal sem adicionar calor - usando uma série replicada de matrizes, martelos e socos em alta velocidade.
Simplificando: o cabeçalho frio está alimentando o fio em uma máquina, cortando -o em pedaços e martelando nele.O material não é aquecido ou usinado, mas formado em sua forma desejada à temperatura ambiente.A capacidade de formar material em vez de removê -lo considera esse processo extremamente eficiente e econômico ao fabricar grandes quantidades.
Na Grandeur Fressners, projetamos e fabricamos nossas próprias ferramentas e fabricação personalizados quase todos os formulários de fixador, incluindo várias configurações de distúrbios, formas de cabeça personalizadas e substituições para montagens de várias partes.A conversão de suas necessidades de suprimento em cabeçalho a frio pode se beneficiar de várias maneiras.
-
Tolerâncias apertadas
-
Taxas de produção de alta velocidade
-
Grandes recursos de volume
-
Resíduos de matéria -prima reduzidos
-
Propriedades físicas aprimoradas
-
Redução no custo versus usinagem
-
Os recursos incluem uma grande variedade de diâmetros
-
As configurações padrão e não-padrão são feitas para as especificações do cliente
-
Muitas operações secundárias disponíveis para concluir peças totalmente personalizadas
Fria de cabeça básica
A cabeçalhos frios (ou a formação a frio) é um método de formar metal em etapas progressivas em peças em forma de rede ou em forma de rede.Começando com uma lesma, que é cortada de uma bobina contínua de material de arame;A máquina de cabeçalho fria usa uma série de martelos poderosos e morre para fazer uma peça.Esse processo cria muito pouco ou nenhum desperdício, oferece economia significativa de custos de material e o volume da lesma inicial é quase a mesma que a parte final.O volume líquido permanece o mesmo, pois o material está sendo formado na matriz, em vez de cortar do branco.O processo de cabeçalho fria cria uma parte mais forte, com superfícies contínuas suaves enquanto aumenta o fluxo de grãos do material.
Por outro lado, as operações de corte de metal são tipicamente lentas e podem gerar até 60% de desperdício.
O cabeçalho frio é mais eficiente que a usinagem, permitindo uma rápida produção de grandes quantidades, mantendo as tolerâncias tão próximas quanto +/- .002 ″ sem operações secundárias.
Progressão
Uma progressão é o processo de desenvolvimento gradualmente em direção a um estado mais avançado.Começando com a lesma, cada etapa da progressão forma o material cada vez mais próximo da forma final.Os prendedores complexos geralmente requerem uma progressão mais longa do que os fixadores simples, pois muitos fixadores simples podem ser concluídos em 1-2 golpes de uma máquina de título frio.
Progressões não são as mesmas para todas as partes.Cada tipo de fixador ou componente tem sua própria série de socos, matrizes e martelos que foram projetados para uma especificação única.Os requisitos materiais também desempenham um papel na maneira como a progressão é projetada.Os metais mais suaves se formarão com mais facilidade (por exemplo, cobre, alumínio) enquanto metais mais difíceis (por exemplo, aço inoxidável, liga de níquel) podem exigir vários golpes para alcançar sua forma final.
Técnicas básicas de formação
Transformações e extrusões são dois tipos básicos de técnicas usadas na fabricação de cabeça fria.Essas técnicas envolvem a formação controlada de um material aplicando força suficiente para o material preencher um espaço anulado dentro de um dado.Cada dado é projetado de acordo, para produzir a quantidade adequada de movimento do material durante toda a progressão.
Transtornos
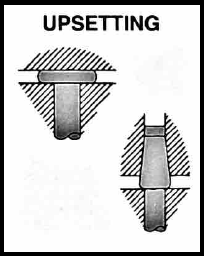
As transtornos são a técnica mais comum e básica usada em cabeçalho frio hoje.Uma virada é formada quando a lesma é reduzida em altura e o diâmetro inicial é aumentado.Essa técnica é frequentemente usada para criar a cabeça da peça e pode ser formada com ferramentas abertas, entre ferramentas ou ferramentas fechadas - dependendo da localização e forma distantesantes.Peças integrais podem exigir várias cabeças e diâmetros.Para alcançar essas configurações complexas, diferentes perturbações são incorporadas ao longo da progressão da parte.
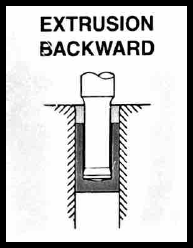
Extrusões
Outra técnica comum de cabeçalho a frio é chamado de extrusão.Existem dois tipos de extrusões: extrusões avançadas e extrusões para trás.
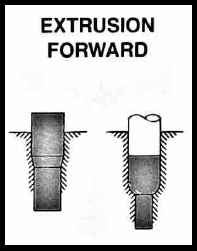
Extrusões avançadas forçar o material através de um orifício menor de diâmetro, reduzindo assim o diâmetro e aumentando seu comprimento.O material inicial pode estar parcial ou totalmente contido nas ferramentas antes do início desse tipo de extrusão.
Extrusões atrasadas Força o material para fluir em torno de um soco ou pino penetrante enquanto estiver contido em um dado ou inserção de punção.Essa extrusão é normalmente usada para formar um orifício ou cavidade dentro de uma peça.
Operações secundárias
Fixadores e componentes complexos geralmente exigem operações secundárias para produzir peças acabadas.Essas operações não podem ser realizadas em uma máquina de cabeçalho frio e são complementares ao processo de cabeçalho frio.
-
Rolo da linha
-
Perfure e toque
-
Grola e grooving
-
Estampagem
-
Tratamento térmico
-
Revestimento
-
Moer e fazer a barba
-
Acabamento e polimento de metal
-
CNC Milling
-
Achatado
-
perfurar