

























冷锻:了解过程和一些关键计算

自 20 世纪 60 年代初计算机辅助设计 (CAD) 发明以来,产品设计师可以更轻松地设计适合不同应用的钣金组件和零件。但一个持续存在的挑战是需要找到一种合适的制造方法来创建这些设计。
数控机床具有高精度并满足严格的公差要求,但也存在成本高和材料浪费的缺点。虽然 3D 打印消除了这种材料浪费的挑战,但产品设计师在 3D 打印方面的金属选择有限。冷锻是一种流行的制造方法,一直帮助产品设计师准确地制造出具有成本效益的钣金零件。
但冷锻到底是什么?这个工艺为何如此特别?本文解释了冷锻工艺,并提供了产品设计人员必须了解的有关冷锻的一些关键计算。
 工业锻压机用于制造钣金零件。资料来源:Nataliya Hora/Adobe Stock
工业锻压机用于制造钣金零件。资料来源:Nataliya Hora/Adobe Stock
什么是冷锻?
冷锻是一种金属成型和制造工艺,在冲头和模具下使一块原材料发生塑性变形和压缩。该过程通常在室温下进行,而不是像热锻造那样在更高的温度下进行。
与传统加工不同的是,传统加工中工件的各个部分被去除以形成所需的零件,冷锻将现有材料变形为所需的形状。这使得实现高速生产、几乎没有材料浪费以及由于原材料的加工硬化而获得坚固的最终产品成为可能。
根据所使用模具的类型,冷锻可分为两种类型:
- 开式模锻
- 闭式模锻
开式模锻
在开式模锻中,原材料放置在两个没有预切轮廓且不包围工件的平模之间。来自模具的压缩力使金属件变形,直到形成所需的形状。
![Open-die forging. Source: Banerjee/CC [SA] [2.5]](https://insights.globalspec.com/images/assets/176/17176/Forging_2.png) 开式模锻。资料来源:Banerjee/CC [SA] [2.5]
开式模锻。资料来源:Banerjee/CC [SA] [2.5]
该圆柱形工件(图 2)所需的锻造力可使用以下公式计算:
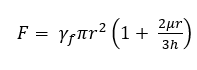
在哪里:
Yf = 材料的流变应力(Pa)
A=工件横截面积(m2)
r = 工件瞬时半径 (m)
h=工件瞬时高度(m)
µ = 模具与工件之间的摩擦系数
对工件进行开式冷锻操作的一些优点包括提高强度和抗疲劳性。然而,请记住,通过开模冷锻操作获得的产品通常需要进行一些二次加工(或精炼)才能达到所需的尺寸和公差。它可能不是制造复杂和精确零件的理想锻造方法。
闭式模锻
闭式模锻是一种锻造工艺,涉及将工件放置在一个或多个定制形状的模具之间。当压缩和变形时,工件会流动填充成型模具型腔(如图 3 所示),形成型腔形状并形成所需的最终产品。锻造过程中多余的材料(也称为飞边)随后被修剪掉。
 闭式模锻。资料来源:sanya_zx9r/Adobe Stock
闭式模锻。资料来源:sanya_zx9r/Adobe Stock
与开式冷锻相比,闭式冷锻操作生产的零件具有更好的表面光洁度、优异的机械性能和更严格的公差。该工艺消除了开模冷锻操作中常见的额外后加工操作。是大规模生产的理想方法。
执行闭式模冷锻操作所需的锻造力可以使用以下公式计算:
![]()
在哪里:
k = 乘数
Yf = 材料的流变应力(Pa)
A = 锻件的投影面积,包括毛边 (m2)
不同形状的 k 值范围如表 1 所示。
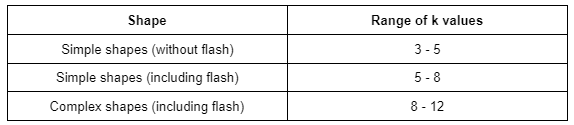 表 1. 闭式模锻 k 值范围
表 1. 闭式模锻 k 值范围
考虑这样一种情况,需要冷锻一个投影面积(带飞边)为 0.03 m2、流动应力为 500 MPa 的圆柱形零件。如果简单零件的 k 值为 6,则锻造力将为 90 MN。
虽然本文提供了有关冷锻的有用信息,但仍然存在许多其他考虑因素和影响冷锻零件质量的因素。建议产品设计师联系制造商讨论他们的项目要求,包括尺寸、公差和交货时间等。