

























Холодная ковка: понимание процесса и некоторые ключевые расчеты

С момента изобретения системы автоматизированного проектирования (САПР) в начале 1960-х годов дизайнерам изделий стало намного проще проектировать компоненты и детали из листового металла для различных применений. Но одна из проблем, которая остается неизменной, — это необходимость найти подходящий метод производства для создания этих конструкций.
Станки с ЧПУ обеспечивают высокую точность и жесткие допуски, но имеют недостаток: высокая стоимость и потери материала. Хотя 3D-печать устраняет проблему потерь материала, дизайнеры продуктов имеют ограниченный выбор металла, когда дело доходит до 3D-печати. Популярным методом производства, который помогает дизайнерам изделий точно создавать экономичные детали из листового металла, является холодная ковка.
Но что же такое холодная ковка и что делает этот процесс таким особенным? В этой статье объясняется процесс холодной ковки и приводятся некоторые ключевые расчеты, которые дизайнеры изделий должны знать о холодной ковке.
 Промышленные ковочные прессы используются для изготовления деталей из листового металла. Источник: Наталья Гора/Adobe Stock
Промышленные ковочные прессы используются для изготовления деталей из листового металла. Источник: Наталья Гора/Adobe Stock
Что такое холодная ковка?
Холодная ковка — это процесс обработки и изготовления металла, при котором кусок сырья пластически деформируется и сжимается под пуансоном и штампом. Процесс обычно происходит при комнатной температуре, а не при более высоких температурах, как, например, горячая ковка.
В отличие от традиционной механической обработки, при которой части заготовки удаляются для формирования нужных деталей, холодная ковка деформирует существующий материал до желаемой формы. Это позволяет добиться высокой скорости производства, практически без потерь материала и получения прочной конечной продукции за счет деформационного упрочнения сырья.
В зависимости от типа используемых штампов холодная ковка может быть двух видов:
- Ковка в открытых штампах
- Ковка в закрытых штампах
Ковка в открытых штампах
При ковке в открытых штампах сырье помещается между двумя плоскими штампами без предварительно вырезанных профилей, которые не охватывают заготовку. Сжимающая сила штампов деформирует металлическую деталь до тех пор, пока не будет сформирована желаемая форма.
![Open-die forging. Source: Banerjee/CC [SA] [2.5]](https://insights.globalspec.com/images/assets/176/17176/Forging_2.png) Ковка в открытых штампах. Источник: Banerjee/CC [SA] [2,5]
Ковка в открытых штампах. Источник: Banerjee/CC [SA] [2,5]
Усилие ковки, необходимое для этой цилиндрической заготовки (на рисунке 2), можно рассчитать с помощью:
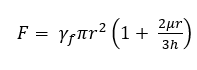
Где:
Yf = напряжение течения материала (Па)
A = площадь поперечного сечения заготовки (м2)
r = мгновенный радиус заготовки (м)
h = мгновенная высота заготовки (м)
µ = коэффициент трения между матрицей и заготовкой
Некоторые из преимуществ холодной ковки заготовки в открытом штампе включают повышенную прочность и усталостную устойчивость. Однако имейте в виду, что изделия, полученные в результате операций холодной ковки в открытых штампах, обычно требуют некоторой вторичной обработки (или рафинирования) для достижения желаемых размеров и допусков. Возможно, это не идеальный метод ковки для создания сложных и точных деталей.
Ковка в закрытых штампах
Ковка в закрытом штампе — это процесс ковки, при котором заготовка помещается между одним или несколькими штампами нестандартной формы. При сжатии и деформации заготовка растекается и заполняет полость формованной матрицы (показана на рисунке 3), принимая ее форму и образуя желаемый конечный продукт. Излишек материала, также называемый заусенцем, образующийся в процессе ковки, впоследствии обрезается.
 Ковка в закрытых штампах. Источник: sanya_zx9r/Adobe Stock
Ковка в закрытых штампах. Источник: sanya_zx9r/Adobe Stock
По сравнению с холодной ковкой в открытом штампе, холодная ковка в закрытых штампах позволяет получить детали с лучшим качеством поверхности, превосходными механическими свойствами и более жесткими допусками. Этот процесс устраняет необходимость в дополнительных операциях последующей обработки, характерных для операций холодной ковки в открытых штампах. Это идеальный метод для крупномасштабного производства.
Усилие ковки, необходимое для выполнения операции холодной ковки в закрытой штампе, можно рассчитать с помощью:
![]()
Где:
k = повышающий коэффициент
Yf = напряжение течения материала (Па)
A = проекционная площадь поковки, включая облоть (м2)
Диапазон значений k для различных форм представлен в таблице 1.
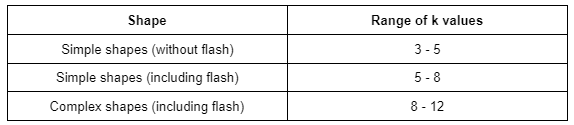 Таблица 1. Диапазон значений k при ковке в штампах
Таблица 1. Диапазон значений k при ковке в штампах
Рассмотрим сценарий, когда необходимо выполнить холодную штамповку цилиндрической детали с расчетной площадью (с облоем) 0,03 м2 и напряжением течения 500 МПа. Если значение k для простой детали равно 6, то сила ковки составит 90 МН.
Хотя в этой статье представлена полезная информация о холодной ковке, существует множество других факторов и факторов, влияющих на качество холоднокованых деталей. Разработчикам продукции рекомендуется обращаться к производителям, чтобы обсудить требования к их проекту, включая размеры, допуски и сроки выполнения, среди прочего.