

























Forgiatura a freddo: comprensione del processo e alcuni calcoli chiave

Dall'invenzione della progettazione assistita da computer (CAD) nei primi anni '60, è diventato molto più semplice per i progettisti di prodotti progettare componenti e parti in lamiera per diverse applicazioni. Ma una sfida che è rimasta costante è la necessità di trovare un metodo di produzione adeguato per creare questi progetti.
Le macchine CNC offrono un'elevata precisione e soddisfano tolleranze ristrette, ma presentano lo svantaggio di costi elevati e sprechi di materiale. Sebbene la stampa 3D elimini il problema dello spreco di materiale, i progettisti di prodotti hanno opzioni limitate sui metalli quando si tratta di stampa 3D. Un metodo di produzione diffuso che aiuta i progettisti a creare con precisione parti in lamiera economicamente vantaggiose è la forgiatura a freddo.
Ma cos’è esattamente la forgiatura a freddo e cosa rende il processo così speciale? Questo articolo spiega il processo di forgiatura a freddo e fornisce alcuni dei calcoli chiave che i progettisti di prodotto devono conoscere in merito.
 Le presse industriali per forgiatura vengono utilizzate per produrre parti in lamiera. Fonte: Nataliya Hora/Adobe Stock
Le presse industriali per forgiatura vengono utilizzate per produrre parti in lamiera. Fonte: Nataliya Hora/Adobe Stock
Cos'è la forgiatura a freddo?
La forgiatura a freddo è un processo di modellatura e produzione di metalli che deforma e comprime plasticamente un pezzo di materia prima sotto un punzone e una matrice. Il processo avviene tipicamente a temperatura ambiente anziché a temperature più elevate come la forgiatura a caldo.
A differenza della lavorazione convenzionale, in cui le sezioni di un pezzo vengono rimosse per formare le parti desiderate, la forgiatura a freddo deforma il materiale esistente nella forma desiderata. Ciò consente di ottenere una produzione ad alta velocità, uno spreco di materiale minimo o nullo e prodotti finali resistenti grazie all'incrudimento della materia prima.
A seconda del tipo di stampi utilizzati, lo stampaggio a freddo può essere di due tipologie:
- Forgiatura a stampo aperto
- Forgiatura a stampo chiuso
Forgiatura a stampo aperto
Nello stampaggio a stampo aperto, la materia prima viene posta tra due matrici piane prive di profili pretagliati e che non racchiudono il pezzo. La forza di compressione degli stampi deforma il pezzo di metallo fino a formare la forma desiderata.
![Open-die forging. Source: Banerjee/CC [SA] [2.5]](https://insights.globalspec.com/images/assets/176/17176/Forging_2.png) Forgiatura a stampo aperto. Fonte: Banerjee/CC [SA] [2.5]
Forgiatura a stampo aperto. Fonte: Banerjee/CC [SA] [2.5]
La forza di forgiatura richiesta per questo pezzo cilindrico (nella Figura 2) può essere calcolata utilizzando:
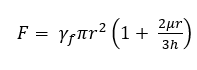
Dove:
Yf = sforzo di scorrimento del materiale (Pa)
A = area della sezione trasversale del pezzo (m2)
r = raggio istantaneo del pezzo (m)
h = altezza istantanea del pezzo (m)
µ = coefficiente di attrito tra matrice e pezzo
Alcuni dei vantaggi dell'operazione di forgiatura a freddo a stampo aperto su un pezzo includono una maggiore robustezza e resistenza alla fatica. Tuttavia, tenere presente che i prodotti ottenuti da operazioni di stampaggio a freddo a stampo aperto di solito necessitano di alcune lavorazioni secondarie (o raffinazioni) per ottenere le dimensioni e le tolleranze desiderate. Potrebbe non essere un metodo di forgiatura ideale per creare parti complesse e precise.
Forgiatura a stampo chiuso
La forgiatura a stampo chiuso è un processo di forgiatura che prevede il posizionamento del pezzo tra uno o più stampi dalla forma personalizzata. Quando viene compresso e deformato, il pezzo scorre per riempire la cavità dello stampo sagomato (mostrato nella Figura 3), assumendo la forma della cavità e formando il prodotto finale desiderato. Il materiale in eccesso, chiamato anche bava, proveniente da questo processo di forgiatura viene successivamente rifilato.
 Forgiatura a stampo chiuso. Fonte: sanya_zx9r/Adobe Stock
Forgiatura a stampo chiuso. Fonte: sanya_zx9r/Adobe Stock
Rispetto allo stampaggio a freddo a stampo aperto, le operazioni di stampaggio a freddo a stampo chiuso producono parti con una migliore finitura superficiale, proprietà meccaniche superiori e tolleranze più strette. Il processo elimina la necessità di ulteriori operazioni post-lavorazione comuni nelle operazioni di forgiatura a freddo a stampo aperto. È il metodo ideale per la produzione su larga scala.
La forza di forgiatura richiesta per eseguire un'operazione di forgiatura a freddo a stampo chiuso può essere calcolata utilizzando:
![]()
Dove:
k = fattore moltiplicativo
Yf = sforzo di scorrimento del materiale (Pa)
A = area prevista della fucinata, compresa la bava (m2)
L'intervallo di valori k per diversi tipi di forme è stato fornito nella Tabella 1.
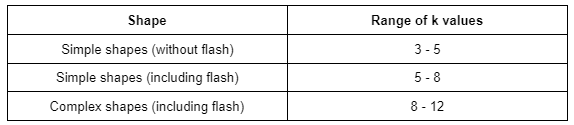 Tabella 1. Intervallo di valori k per la forgiatura a stampo chiuso
Tabella 1. Intervallo di valori k per la forgiatura a stampo chiuso
Consideriamo uno scenario in cui è necessario forgiare a freddo una parte cilindrica con un'area proiettata (con bava) di 0,03 m2 e una sollecitazione di flusso di 500 MPa. Se il valore k per la parte semplice risulta essere 6, la forza di forgiatura sarebbe 90 MN.
Sebbene questo articolo fornisca informazioni utili sulla forgiatura a freddo, esistono ancora molte altre considerazioni e fattori che influenzano la qualità delle parti forgiate a freddo. Si consiglia ai progettisti di prodotto di contattare i produttori per discutere i requisiti del progetto, tra cui dimensioni, tolleranze e tempi di consegna, tra gli altri.