

























การตีขึ้นรูปเย็น: ทำความเข้าใจกระบวนการและการคำนวณที่สำคัญบางประการ

นับตั้งแต่การประดิษฐ์การออกแบบโดยใช้คอมพิวเตอร์ช่วย (CAD) ในช่วงต้นทศวรรษ 1960 นักออกแบบผลิตภัณฑ์ในการออกแบบส่วนประกอบและชิ้นส่วนโลหะแผ่นสำหรับการใช้งานต่างๆ กลายเป็นเรื่องง่ายมากขึ้น แต่ความท้าทายประการหนึ่งที่ยังคงมีอยู่อย่างต่อเนื่องก็คือความจำเป็นที่จะต้องค้นหาวิธีการผลิตที่เหมาะสมเพื่อสร้างการออกแบบเหล่านี้
เครื่องจักร CNC มีความแม่นยำสูงและมีพิกัดความเผื่อต่ำ แต่มีข้อเสียคือต้นทุนสูงและสิ้นเปลืองวัสดุ แม้ว่าการพิมพ์ 3 มิติจะช่วยลดความท้าทายในการสิ้นเปลืองวัสดุ แต่นักออกแบบผลิตภัณฑ์ก็มีตัวเลือกโลหะที่จำกัดเมื่อพูดถึงการพิมพ์ 3 มิติ วิธีการผลิตยอดนิยมที่ช่วยให้นักออกแบบผลิตภัณฑ์สร้างชิ้นส่วนโลหะแผ่นที่คุ้มต้นทุนได้อย่างแม่นยำคือการตีขึ้นรูปเย็น
แต่จริงๆ แล้วการตีขึ้นรูปเย็นคืออะไร และอะไรทำให้กระบวนการนี้พิเศษมาก? บทความนี้จะอธิบายกระบวนการตีขึ้นรูปเย็นและให้การคำนวณที่สำคัญบางประการที่นักออกแบบผลิตภัณฑ์ต้องรู้เกี่ยวกับการตีขึ้นรูปเย็น
 เครื่องตีขึ้นรูปอุตสาหกรรมถูกนำมาใช้เพื่อผลิตชิ้นส่วนโลหะแผ่น ที่มา: Nataliya Hora/Adobe Stock
เครื่องตีขึ้นรูปอุตสาหกรรมถูกนำมาใช้เพื่อผลิตชิ้นส่วนโลหะแผ่น ที่มา: Nataliya Hora/Adobe Stock
การตีขึ้นรูปเย็นคืออะไร?
การตีขึ้นรูปเย็นเป็นกระบวนการขึ้นรูปโลหะและการผลิตที่ทำให้พลาสติกเสียรูปและอัดชิ้นส่วนวัตถุดิบโดยใช้หมัดและแม่พิมพ์ โดยทั่วไปกระบวนการนี้จะเกิดขึ้นที่อุณหภูมิห้องมากกว่าที่อุณหภูมิสูงกว่าเช่นการตีขึ้นรูปร้อน
ต่างจากการตัดเฉือนแบบทั่วไปที่เอาส่วนของชิ้นงานออกเพื่อสร้างชิ้นส่วนที่ต้องการ การตีขึ้นรูปเย็นจะเปลี่ยนรูปวัสดุที่มีอยู่ให้เป็นรูปร่างที่ต้องการ ทำให้สามารถผลิตด้วยความเร็วสูง สิ้นเปลืองวัสดุเพียงเล็กน้อยหรือไม่มีเลย และผลิตภัณฑ์ขั้นสุดท้ายที่แข็งแกร่งเนื่องจากการแข็งตัวของวัตถุดิบ
ขึ้นอยู่กับประเภทของแม่พิมพ์ที่ใช้ การตีขึ้นรูปเย็นสามารถมีได้สองประเภท:
- การตีขึ้นรูปแบบเปิด
- การตีขึ้นรูปแบบปิด
การตีขึ้นรูปแบบเปิด
ในการตีขึ้นรูปแบบเปิด วัตถุดิบจะถูกวางระหว่างแม่พิมพ์แบนสองอันโดยไม่มีโปรไฟล์ที่ตัดล่วงหน้า และจะไม่ปิดล้อมชิ้นงาน แรงอัดจากแม่พิมพ์จะทำให้ชิ้นส่วนโลหะเสียรูปจนได้รูปทรงที่ต้องการ
![Open-die forging. Source: Banerjee/CC [SA] [2.5]](https://insights.globalspec.com/images/assets/176/17176/Forging_2.png) การตีขึ้นรูปแบบเปิด ที่มา: Banerjee/CC [SA] [2.5]
การตีขึ้นรูปแบบเปิด ที่มา: Banerjee/CC [SA] [2.5]
แรงตีขึ้นรูปที่จำเป็นสำหรับชิ้นงานทรงกระบอกนี้ (ในรูปที่ 2) สามารถคำนวณได้โดยใช้:
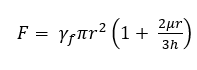
ที่ไหน:
Yf = ความเค้นการไหลของวัสดุ (Pa)
A = พื้นที่หน้าตัดของชิ้นงาน (m2)
r = รัศมีทันทีของชิ้นงาน (m)
h = ความสูงของชิ้นงานในขณะนั้น (m)
µ = สัมประสิทธิ์แรงเสียดทานระหว่างแม่พิมพ์กับชิ้นงาน
ข้อดีบางประการของการดำเนินการตีขึ้นรูปเย็นด้วยแม่พิมพ์แบบเปิดบนชิ้นงาน ได้แก่ ความแข็งแรงที่เพิ่มขึ้นและความต้านทานต่อความล้า อย่างไรก็ตาม โปรดทราบว่าผลิตภัณฑ์ที่ได้จากการตีขึ้นรูปเย็นแบบเปิดมักจะต้องมีการตัดเฉือนรอง (หรือการขัดเกลา) เพื่อให้ได้ขนาดและพิกัดความเผื่อที่ต้องการ อาจไม่ใช่วิธีการตีขึ้นรูปที่สมบูรณ์แบบสำหรับการสร้างชิ้นส่วนที่ซับซ้อนและแม่นยำ
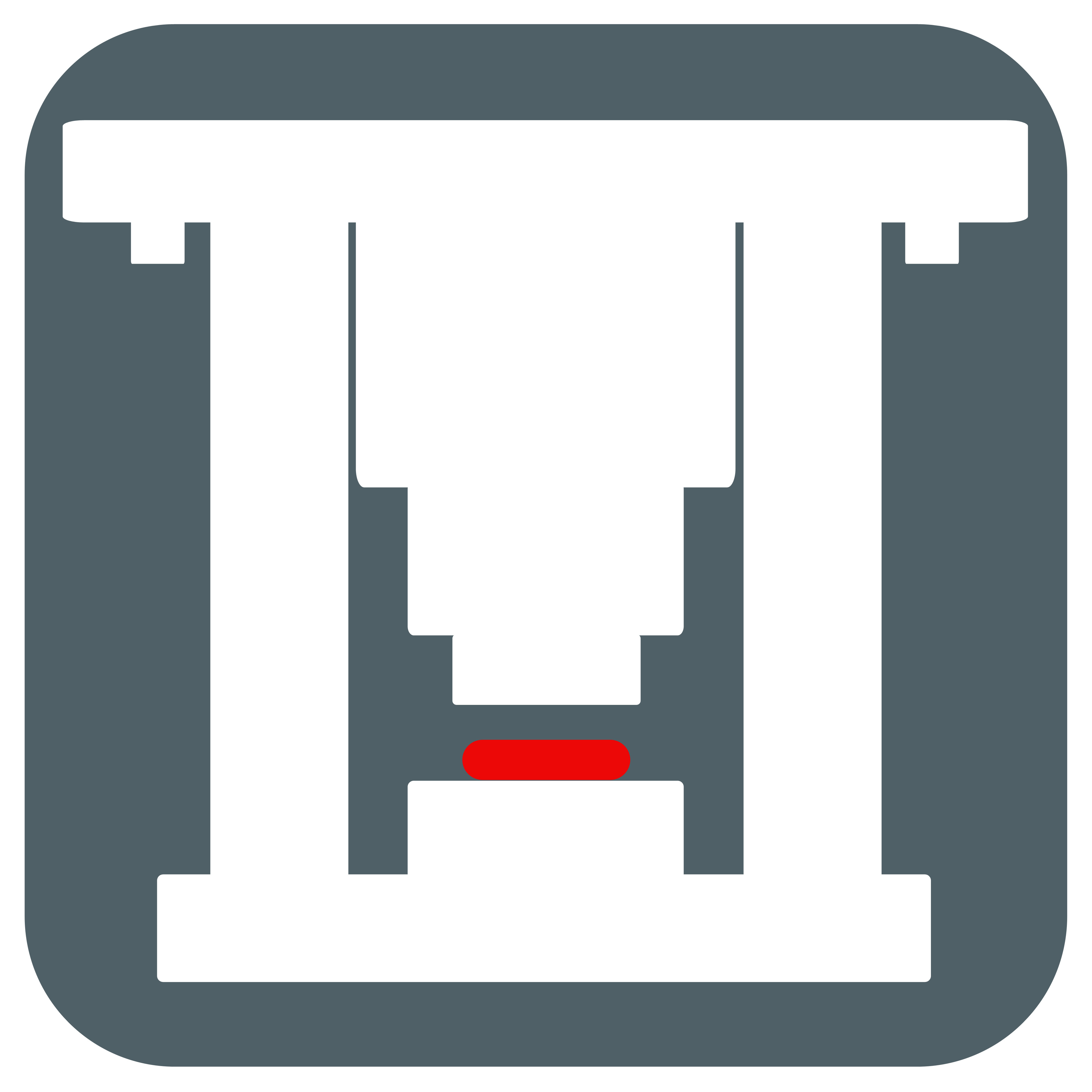
การตีขึ้นรูปแบบปิด
การตีขึ้นรูปแบบปิดเป็นกระบวนการตีขึ้นรูปที่เกี่ยวข้องกับการวางชิ้นงานระหว่างแม่พิมพ์ที่มีรูปทรงแบบกำหนดเองตั้งแต่หนึ่งชิ้นขึ้นไป เมื่อถูกบีบอัดและเปลี่ยนรูป ชิ้นงานจะไหลไปเติมช่องแม่พิมพ์ที่มีรูปทรง (ดังแสดงในรูปที่ 3) ทำให้ได้รูปทรงของช่องและขึ้นรูปเป็นผลิตภัณฑ์ขั้นสุดท้ายที่ต้องการ วัสดุส่วนเกินหรือที่เรียกว่าแฟลช จากกระบวนการตีขึ้นรูปนี้จะถูกตัดออกในภายหลัง
 การตีขึ้นรูปแบบปิด ที่มา: sanya_zx9r/Adobe Stock
การตีขึ้นรูปแบบปิด ที่มา: sanya_zx9r/Adobe Stock
เมื่อเปรียบเทียบกับการตีขึ้นรูปเย็นด้วยแม่พิมพ์แบบเปิด การตีขึ้นรูปเย็นด้วยแม่พิมพ์แบบปิดจะผลิตชิ้นส่วนที่มีผิวสำเร็จที่ดีกว่า มีคุณสมบัติทางกลที่เหนือกว่า และมีความคลาดเคลื่อนที่เข้มงวดมากขึ้น กระบวนการนี้ช่วยลดความจำเป็นในการดำเนินการหลังการตัดเฉือนเพิ่มเติมซึ่งพบได้ทั่วไปในการดำเนินการตีขึ้นรูปเย็นแบบแม่พิมพ์เปิด เป็นวิธีที่ดีเยี่ยมสำหรับการผลิตขนาดใหญ่
แรงตีขึ้นรูปที่จำเป็นในการดำเนินการตีขึ้นรูปเย็นแบบปิดสามารถคำนวณได้โดยใช้:
![]()
ที่ไหน:
k = ตัวคูณการคูณ
Yf = ความเค้นการไหลของวัสดุ (Pa)
A = พื้นที่ฉายของการตีขึ้นรูปรวมแฟลช (m2)
ช่วงของค่า k สำหรับรูปร่างประเภทต่างๆ มีระบุไว้ในตารางที่ 1
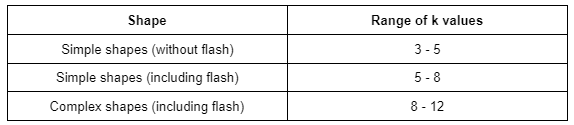 ตารางที่ 1 ช่วงของค่า k สำหรับการตีขึ้นรูปแบบปิด
ตารางที่ 1 ช่วงของค่า k สำหรับการตีขึ้นรูปแบบปิด
พิจารณาสถานการณ์ที่จำเป็นต้องหล่อเย็นชิ้นส่วนทรงกระบอกโดยมีพื้นที่ฉายภาพ (พร้อมแฟลช) 0.03 ตารางเมตร และความเค้นการไหล 500 MPa หากได้รับค่า k สำหรับชิ้นส่วนอย่างง่ายเป็น 6 แรงในการตีจะเท่ากับ 90 MN
แม้ว่าบทความนี้จะให้ข้อมูลที่เป็นประโยชน์เกี่ยวกับการตีขึ้นรูปเย็น แต่ก็ยังมีข้อควรพิจารณาและปัจจัยอื่นๆ อีกมากมายที่ส่งผลต่อคุณภาพของชิ้นส่วนการตีขึ้นรูปเย็น นักออกแบบผลิตภัณฑ์ควรติดต่อผู้ผลิตเพื่อหารือเกี่ยวกับข้อกำหนดของโครงการ รวมถึงขนาด ความคลาดเคลื่อน และระยะเวลาในการผลิต และอื่นๆ