

























Forja en frío: comprensión del proceso y algunos cálculos clave

Desde la invención del diseño asistido por computadora (CAD) a principios de la década de 1960, se ha vuelto mucho más fácil para los diseñadores de productos diseñar componentes y piezas de chapa metálica para diferentes aplicaciones. Pero un desafío que se ha mantenido constante es la necesidad de encontrar un método de fabricación adecuado para crear estos diseños.
Las máquinas CNC ofrecen alta precisión y cumplen con tolerancias estrictas, pero tienen el inconveniente de un alto costo y desperdicio de material. Si bien la impresión 3D elimina este desafío de desperdicio de material, los diseñadores de productos tienen opciones de metal limitadas cuando se trata de impresión 3D. Un método de fabricación popular que ha ayudado a los diseñadores de productos a crear con precisión piezas de chapa rentables es la forja en frío.
Pero, ¿qué es exactamente la forja en frío y qué hace que el proceso sea tan especial? Este artículo explica el proceso de forjado en frío y proporciona algunos de los cálculos clave que los diseñadores de productos deben conocer sobre el forjado en frío.
 Para la fabricación de piezas de chapa se utilizan prensas de forja industriales. Fuente: Nataliya Hora/Adobe Stock
Para la fabricación de piezas de chapa se utilizan prensas de forja industriales. Fuente: Nataliya Hora/Adobe Stock
¿Qué es la forja en frío?
La forja en frío es un proceso de fabricación y modelado de metales que deforma y comprime plásticamente una pieza de materia prima bajo un punzón y una matriz. El proceso normalmente se lleva a cabo a temperatura ambiente en lugar de a temperaturas más altas, como la forja en caliente.
A diferencia del mecanizado convencional, donde se eliminan secciones de una pieza de trabajo para formar las piezas deseadas, el forjado en frío deforma el material existente hasta darle la forma deseada. Esto hace posible lograr una producción de alta velocidad, poco o ningún desperdicio de material y productos finales fuertes debido al endurecimiento de la materia prima.
Dependiendo del tipo de troqueles utilizados, la forja en frío puede ser de dos tipos:
- Forja con matriz abierta
- Forja en matriz cerrada
Forja con matriz abierta
En la forja con matriz abierta, la materia prima se coloca entre dos matrices planas sin perfiles precortados y que no encierran la pieza de trabajo. La fuerza de compresión de las matrices deforma la pieza de metal hasta que se forma la forma deseada.
![Open-die forging. Source: Banerjee/CC [SA] [2.5]](https://insights.globalspec.com/images/assets/176/17176/Forging_2.png) Forja en matriz abierta. Fuente: Banerjee/CC [SA] [2.5]
Forja en matriz abierta. Fuente: Banerjee/CC [SA] [2.5]
La fuerza de forjado requerida para esta pieza cilíndrica (en la Figura 2) se puede calcular usando:
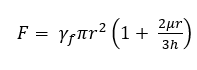
Dónde:
Yf = esfuerzo de fluencia del material (Pa)
A = área de la sección transversal de la pieza de trabajo (m2)
r = radio instantáneo de la pieza (m)
h = altura instantánea de la pieza (m)
µ = coeficiente de fricción entre la matriz y la pieza de trabajo
Algunas de las ventajas de la operación de forjado en frío con matriz abierta en una pieza de trabajo incluyen una mayor resistencia y resistencia a la fatiga. Sin embargo, tenga en cuenta que los productos obtenidos de operaciones de forjado en frío con matriz abierta generalmente necesitan algún mecanizado secundario (o refinamiento) para lograr las dimensiones y tolerancias deseadas. Puede que no sea un método de forja ideal para crear piezas complejas y precisas.
Forja en matriz cerrada
La forja con matriz cerrada es un proceso de forja que implica colocar la pieza de trabajo entre una o más matrices con formas personalizadas. Cuando se comprime y deforma, la pieza de trabajo fluye para llenar la cavidad del troquel moldeado (que se muestra en la Figura 3), tomando la forma de la cavidad y formando el producto final deseado. Posteriormente se recorta el exceso de material, también llamado rebaba, de este proceso de forja.
 Forja en matriz cerrada. Fuente: sanya_zx9r/Adobe Stock
Forja en matriz cerrada. Fuente: sanya_zx9r/Adobe Stock
En comparación con el forjado en frío con matriz abierta, las operaciones de forja en frío con matriz cerrada producen piezas con un mejor acabado superficial, propiedades mecánicas superiores y tolerancias más estrictas. El proceso elimina la necesidad de operaciones adicionales de posmecanizado comunes en las operaciones de forjado en frío con matriz abierta. Es el método ideal para la producción a gran escala.
La fuerza de forjado requerida para realizar una operación de forjado en frío con matriz cerrada se puede calcular usando:
![]()
Dónde:
k = factor multiplicador
Yf = esfuerzo de fluencia del material (Pa)
A = área proyectada de la forja, incluyendo la rebaba (m2)
El rango de valores de k para diferentes tipos de formas se proporciona en la Tabla 1.
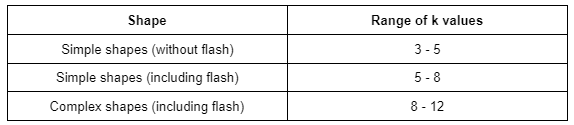 Tabla 1. Rango de valores k para forja con matriz cerrada
Tabla 1. Rango de valores k para forja con matriz cerrada
Considere un escenario en el que es necesario forjar en frío una pieza cilíndrica con un área proyectada (con rebaba) de 0,03 m2 y una tensión de flujo de 500 MPa. Si se obtiene que el valor k para la pieza simple es 6, entonces la fuerza de forjado sería 90 MN.
Si bien este artículo proporciona información útil sobre el forjado en frío, todavía existen muchas otras consideraciones y factores que afectan la calidad de las piezas forjadas en frío. Se recomienda a los diseñadores de productos que se comuniquen con los fabricantes para analizar los requisitos de su proyecto, incluidas las dimensiones, las tolerancias y los plazos de entrega, entre otros.