

























Soğuk dövme: Süreci ve bazı önemli hesaplamaları anlamak

1960'ların başında bilgisayar destekli tasarımın (CAD) icat edilmesinden bu yana, ürün tasarımcılarının farklı uygulamalara yönelik metal levha bileşenleri ve parçaları tasarlaması çok daha kolay hale geldi. Ancak değişmeyen zorluklardan biri, bu tasarımları oluşturmak için uygun bir üretim yöntemi bulma ihtiyacıdır.
CNC makineleri yüksek doğruluk sunar ve sıkı toleransları karşılar, ancak yüksek maliyet ve malzeme israfı gibi dezavantajları da beraberinde getirirler. 3D baskı bu malzeme israfı sorununu ortadan kaldırırken, ürün tasarımcıları 3D baskı söz konusu olduğunda sınırlı metal seçeneklerine sahiptir. Ürün tasarımcılarının uygun maliyetli sac metal parçaları doğru bir şekilde oluşturmasına yardımcı olan popüler bir üretim yöntemi soğuk dövmedir.
Peki soğuk dövme tam olarak nedir ve süreci bu kadar özel kılan şey nedir? Bu makale, soğuk dövme sürecini açıklıyor ve ürün tasarımcılarının soğuk dövme hakkında bilmesi gereken bazı önemli hesaplamaları sağlıyor.
 Sac metal parçaların imalatında endüstriyel dövme presleri kullanılmaktadır. Kaynak: Nataliya Hora/Adobe Stock
Sac metal parçaların imalatında endüstriyel dövme presleri kullanılmaktadır. Kaynak: Nataliya Hora/Adobe Stock
Soğuk dövme nedir?
Soğuk dövme, bir ham madde parçasını bir zımba ve kalıp altında plastik olarak deforme eden ve sıkıştıran bir metal şekillendirme ve üretim işlemidir. İşlem tipik olarak sıcak dövme gibi daha yüksek sıcaklıklardan ziyade oda sıcaklığında gerçekleşir.
İstenilen parçaları oluşturmak için iş parçasının bölümlerinin çıkarıldığı geleneksel işlemeden farklı olarak, soğuk dövme mevcut malzemeyi istenen şekle deforme eder. Bu, yüksek hızlı üretim, çok az malzeme israfı veya hiç malzeme israfı ve hammaddenin sertleşmesi nedeniyle güçlü son ürünler elde etmeyi mümkün kılar.
Kullanılan kalıpların türüne bağlı olarak soğuk dövme iki tipte olabilir:
- Açık kalıpta dövme
- Kapalı kalıpta dövme
Açık kalıpta dövme
Açık kalıpta dövmede ham madde, önceden kesilmiş profilleri olmayan ve iş parçasını çevrelemeyen iki düz kalıp arasına yerleştirilir. Kalıplardan gelen basınç kuvveti, metal parçayı istenen şekil oluşana kadar deforme eder.
![Open-die forging. Source: Banerjee/CC [SA] [2.5]](https://insights.globalspec.com/images/assets/176/17176/Forging_2.png) Açık kalıpta dövme. Kaynak: Banerjee/CC [SA] [2.5]
Açık kalıpta dövme. Kaynak: Banerjee/CC [SA] [2.5]
Bu silindirik iş parçası için gereken dövme kuvveti (Şekil 2'de) aşağıdakiler kullanılarak hesaplanabilir:
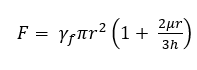
Nerede:
Yf = malzemenin akış gerilimi (Pa)
A = iş parçasının kesit alanı (m2)
r = iş parçasının anlık yarıçapı (m)
h = iş parçasının anlık yüksekliği (m)
µ = kalıp ile iş parçası arasındaki sürtünme katsayısı
Bir iş parçası üzerinde açık kalıpta soğuk dövme işleminin avantajlarından bazıları, geliştirilmiş mukavemet ve yorulma direncini içerir. Ancak, açık kalıpta soğuk dövme işlemlerinden elde edilen ürünlerin, istenen boyut ve toleranslara ulaşmak için genellikle bazı ikincil işlemlere (veya iyileştirmeye) ihtiyaç duyduğunu unutmayın. Karmaşık ve hassas parçalar oluşturmak için ideal bir dövme yöntemi olmayabilir.
Kapalı kalıpta dövme
Kapalı kalıpta dövme, iş parçasının bir veya daha fazla özel şekilli kalıp arasına yerleştirilmesini içeren bir dövme işlemidir. Sıkıştırıldığında ve deforme olduğunda, iş parçası şekillendirilmiş kalıp boşluğunu (Şekil 3'te gösterilmektedir) doldurmak için akar, boşluğun şeklini alır ve istenen son ürünü oluşturur. Bu dövme işleminden kaynaklanan fazla malzeme (çap olarak da adlandırılır) daha sonra kesilir.
 Kapalı kalıpta dövme. Kaynak: sanya_zx9r/Adobe Stock
Kapalı kalıpta dövme. Kaynak: sanya_zx9r/Adobe Stock
Açık kalıpta soğuk dövmeyle karşılaştırıldığında, kapalı kalıpta soğuk dövme işlemleri daha iyi yüzey kalitesine, üstün mekanik özelliklere ve daha sıkı toleranslara sahip parçalar üretir. Süreç, açık kalıplı soğuk dövme operasyonlarında yaygın olan ilave işleme sonrası operasyonlara olan ihtiyacı ortadan kaldırır. Büyük ölçekli üretim için ideal yöntemdir.
Kapalı kalıpta soğuk dövme işlemini gerçekleştirmek için gereken dövme kuvveti aşağıdakiler kullanılarak hesaplanabilir:
![]()
Nerede:
k = çarpma faktörü
Yf = malzemenin akış gerilimi (Pa)
A = flaş dahil dövmenin öngörülen alanı (m2)
Farklı şekil türleri için k değerlerinin aralığı Tablo 1'de verilmiştir.
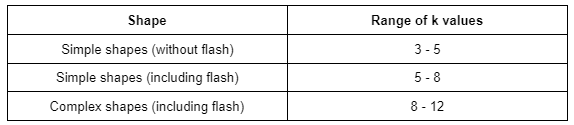 Tablo 1. Kapalı kalıpta dövme için k değerleri aralığı
Tablo 1. Kapalı kalıpta dövme için k değerleri aralığı
Projeksiyon alanı (parlama ile) 0,03 m2 ve akış gerilimi 500 MPa olan silindirik bir parçanın soğuk dövülmesinin gerekli olduğu bir senaryoyu düşünün. Basit parça için k değeri 6 alınırsa dövme kuvveti 90 MN olacaktır.
Bu makale soğuk dövme hakkında yararlı bilgiler sağlarken, soğuk dövülmüş parçaların kalitesini etkileyen başka birçok husus ve faktör de mevcuttur. Ürün tasarımcılarına, diğerlerinin yanı sıra boyutlar, toleranslar ve teslim süreleri de dahil olmak üzere proje gereksinimlerini görüşmek üzere üreticilerle iletişime geçmeleri tavsiye edilir.