

























5 faits sur le roulage de fil
Contrairement aux processus soustractifs, le laminage de filets n'enlève pas de matière mais déplace et moule les métaux ductiles rapidement et précisément sous forme de filetage à l'aide d'un processus de formage à froid. Apprenez-en davantage sur les avancées en matière de filetage et d’outillage ici.
Le laminage de filetage est un processus de formage à froid qui crée des filetages à l'aide de matrices de laminage de précision qui sont l'image miroir du filetage produit. Ce processus est différent des processus de fabrication soustractifs tels que la coupe du métal, le meulage ou le filetage car il n'enlève aucun métal pour créer le profil souhaité. Au lieu de cela, ces rouleaux de filetage en acier trempé se déplacent et moulent les métaux ductiles rapidement et précisément sous forme de filetage.
Que vous soyez déjà familier avec le processus de roulage de filetage ou que vous envisagez de proposer ce processus dans votre atelier, il est essentiel de vous familiariser avec les aspects suivants du roulage de filetage, y compris les avancées en matière de technologie d'outillage.
1. Comment ça marche
Le roulage des filets s'effectue à l'aide d'un accessoire de roulage des filets sur un tour multibroches, de type suisse ou CNC. Au cours du processus, la forme dentée des rouleaux filetés dépasse dans le diamètre extérieur d'une pièce brute cylindrique pour reformer la surface. La pression extrême exercée par les rouleaux de fil fait que le matériau brut s'écoule vers l'extérieur dans la cavité située entre les rouleaux de fil. Cela produit une géométrie de filetage qui reflète celle des rouleaux.
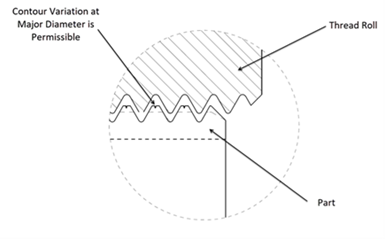
Fig. 1. Lorsque le matériau rencontre le fond de la matrice, les bords extérieurs s'enroulent vers l'intérieur, formant la crête. Le centre de la crête présente une légère concavité, comme indiqué ici, ce qui est une caractéristique normale.
Le haut de la crête du fil constitue une différence entre les fils coupés et roulés. Lors de l'opération de filetage au rouleau, le matériau est poussé vers le haut jusqu'à la racine de la filière. Lorsque le matériau rencontre la racine de la matrice, les bords extérieurs s'enroulent vers l'intérieur, formant la crête. Le centre de la crête présente une légère concavité (comme le montre la figure 1), ce qui est une caractéristique normale. Cette concavité fait partie de l'interface de jeu entre les filetages correspondants et n'affecte pas l'ajustement ou la fonction du joint fileté. La présence de cette caractéristique au sommet du fil est un moyen de confirmer visuellement que le fil est le produit d'un roulage de fil plutôt que d'une coupe - les fils coupés n'ont pas cette caractéristique.
2. Caractéristiques de qualité
Fabricants d'accessoires pour rouleaux de fil ont profité des avancées en matière de matériaux, de traitement thermique, de revêtement et d'usinage pour produire ses derniers rouleaux de filetage.
La disponibilité d'acier D2 de qualité améliorée et d'acier DC53 de qualité supérieure a permis à l'industrie de produire une géométrie plus cohérente et un traitement thermique plus uniforme des filières à filetage. Des aciers rapides de meilleure qualité M2, M4 et M42 sont également disponibles.
Le traitement thermique mettant en œuvre de nouveaux fours sous vide multibarres et des fours de trempe conventionnels et cryogéniques automatisés permet la production de rouleaux avec une microstructure meilleure et plus cohérente avec une dureté plus uniforme. Tout cela a été réalisé avec des temps de traitement améliorés pour permettre une meilleure utilisation et un meilleur débit de l'équipement de traitement thermique.
De nouveaux revêtements sont également régulièrement introduits, offrant plusieurs options. Les revêtements sont sélectionnés en fonction du processus de formage, du matériau du rouleau et du processus thermique pour améliorer encore les performances.
Enfin, l’accès à des machines-outils avancées permet une création optimale de la géométrie des rouleaux de filetage. Les équipements d’usinage sont plus précis, reproductibles et plus rapides que jamais.
3. Finition de surface et géométrie
Les finitions de surface laminées sont généralement de 32 micropouces Ra ou moins, par rapport aux fils coupés, qui sont rarement inférieurs à 63 micropouces Ra. Une bonne règle de base est que, avec le roulage de filets, la finition de surface résultante est généralement deux fois meilleure que la finition de départ du matériau. Par exemple, si la finition de l'ébauche est de 40 micropouces Ra, la finition résultante sera proche de 20 micropouces Ra après roulage du filetage. La géométrie de la forme du filetage produite lors du laminage du filetage est plus précise et dépasse généralement les exigences en matière de forme du filetage en raison de la précision et de la finition inhérentes aux matrices de filetage utilisées.
4. Réduction des coûts
Aucun rebut, moins de main d'œuvre et un coût d'outil inférieur par filetage produit sont une formule qui permet de réduire les coûts.
Le matériel roulant à filetage a un diamètre plus petit que le matériel de coupe pleine grandeur, sans aucun gaspillage de matériau. Cela signifie qu’il n’y a aucun rebut provenant du traitement de routine. Les avances de surface de filetage par minute sont jusqu'à 10 fois plus rapides que le filetage en un seul point. De plus, le filetage nécessite en moyenne 10 passes, contre une seule passe pour le laminage. Cela équivaut à une réduction significative des coûts par filetage en raison de la quantité plus élevée de pièces produites par jeu de rouleaux.
Même lorsque le roulage de filetage est comparé au poursuite de filetage, il est plus efficace lors de la production d'un véritable profil de filetage. Les unités de filetage standard devront utiliser un embrayage de filetage pour produire des filetages de haute qualité comparables au roulage de filetage. Lors de l'utilisation d'un embrayage à fil, l'efficacité du suivi du fil est réduite et n'est généralement pas une option viable par rapport au roulage du fil.
5. Augmentation de la résistance à la traction
Le travail à froid augmente la résistance à la traction d'au moins 30 % de plus que les fils coupés, ce qui augmente la résistance du fil. De plus, les fils roulés améliorent la résistance à la fatigue de 50 à 75 %. Les fils ne présentent aucune perte de résistance à la fatigue, même lorsqu'ils sont chauffés jusqu'à 500° F pendant plusieurs heures. Des fils plus résistants sans avoir besoin d'un traitement thermique extérieur coûteux sont le résultat direct du choix d'un fil roulé plutôt que d'un processus de fil coupé.
Les fils roulés sont souvent beaucoup plus lisses et résistants aux dommages lors de la manipulation que les fils coupés. Le laminage de filetage modifie les propriétés mécaniques du matériau en l'écrouissant, ce qui entraîne une résistance accrue à l'usure et à la fatigue, ainsi qu'une meilleure résistance au cisaillement, à la traction et à la limite d'élasticité. Les filetages coupés ont un flux de grains qui reste parallèle à l'axe de la pièce, affaiblissant la résistance du filetage dans l'axe longitudinal. Le fil échouera généralement aux limites des grains, qui ont tendance à être plus faibles que le grain lui-même. Avec les fils roulés, le grain s'écoule dans une direction transversale, offrant ainsi une résistance à la rupture là où ces forces s'exercent à travers le grain.
Le roulage du fil améliore également la résistance à la fatigue. Le processus de laminage augmente le travail à froid et « brunit » les racines et les flancs. Cela améliore également la finition de la surface et produit une forme de filetage plus cohérente. Les imperfections de surface résultant du filetage peuvent devenir les points déclencheurs
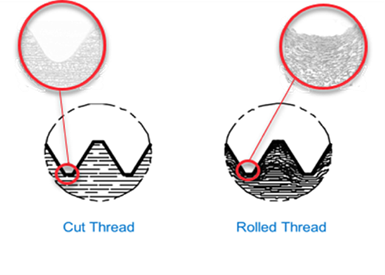
Fig. 2 : Le fil coupé illustre comment l'intégrité structurelle naturelle d'un matériau est perturbée par une coupe, ce qui affaiblit le fil. Le fil roulé résulte de la compression des grains à la racine du fil. Cette nouvelle disposition des grains profilés se traduit par une résistance considérablement accrue, mais améliore également la finition, la géométrie de la forme et la résistance à la fatigue.
pour rupture par fatigue. Étant donné que les couches superficielles du fil roulé (en particulier celles des racines) sont soumises à des contraintes de compression, les forces de serrage et autres doivent surmonter ces contraintes de compression avant que les contraintes de traction ne provoquent une accumulation de rupture. C'est ainsi que le roulage des filets améliore la capacité d'un filetage à résister à ces contraintes de fatigue. (Voir la figure 2.)
Les fabricants disposent de nombreuses alternatives pour assembler et assembler des pièces hautes performances. Les fils roulés améliorent la qualité, la précision, la finition, les propriétés mécaniques améliorées et l'économie de production font de ce procédé une bonne alternative pour des résultats de filetage positifs.