

























5 حقائق عن لف الخيط
على عكس عمليات الطرح، لا يؤدي لف الخيط إلى إزالة المواد، بل يقوم بدلاً من ذلك بنقل وتشكيل المعادن القابلة للسحب بسرعة ودقة في شكل الخيط باستخدام عملية التشكيل على البارد. تعرف على المزيد حول تطورات لف الخيط والأدوات هنا.
دحرجة الخيط هي عملية تشكيل على البارد تُنشئ خيوطًا باستخدام قوالب درفلة دقيقة تمثل صورة طبق الأصل للخيط الذي يتم إنتاجه. تختلف هذه العملية عن عمليات التصنيع الطرحية مثل قطع المعادن أو الطحن أو مطاردة الخيوط لأنها لا تزيل أي معدن لإنشاء المظهر الجانبي المطلوب. بدلاً من ذلك، تتحرك هذه اللفائف الفولاذية المتصلبة وتشكل معادن قابلة للسحب بسرعة ودقة في شكل الخيط.
سواء كنت على دراية بعملية لف الخيط أو تفكر في تقديم هذه العملية في متجرك، فمن المهم أن تصبح على دراية بالجوانب التالية لدرفلة الخيط بما في ذلك التقدم في حقائق تكنولوجيا الأدوات.
1. كيف يعمل
يتم الانتهاء من لف الخيط باستخدام ملحق لف الخيط على مخرطة متعددة المغزل أو من النوع السويسري أو مخرطة CNC. أثناء العملية، يبرز شكل السن من لفات الخيط في القطر الخارجي لقطعة الشغل الأسطوانية الفارغة لإصلاح السطح. يؤدي الضغط الشديد الناتج عن لفات الخيط إلى تدفق المادة الفارغة للخارج إلى التجويف الموجود بين لفات الخيط. يؤدي هذا إلى إنتاج هندسة خيطية تعكس تلك الموجودة في اللفات.
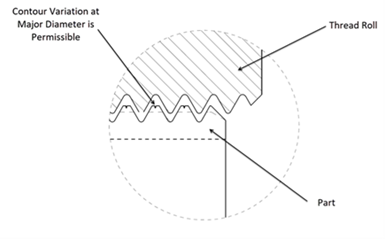
الشكل 1. عندما تلتقي المادة بجذر القالب، تلتف الحواف الخارجية إلى الداخل لتشكل القمة. يحتوي مركز القمة على تقعر طفيف كما هو موضح هنا، وهي ميزة طبيعية.
الجزء العلوي من قمة الخيط هو أحد الاختلافات بين الخيوط المقطوعة والمدلفنة. في عملية لولبة الخيط، يتم دفع المادة لأعلى إلى جذر قالب الخيط. عندما تلتقي المادة بجذر القالب، تلتف الحواف الخارجية إلى الداخل لتشكل القمة. يحتوي مركز القمة على تقعر طفيف (كما هو موضح في الشكل 1)، وهي ميزة طبيعية. يعد هذا التقعر جزءًا من واجهة الخلوص بين خيوط التزاوج ولا يؤثر على ملاءمة أو وظيفة المفصل الملولب. يعد وجود هذه الميزة عند قمة الخيط إحدى الطرق للتأكد بصريًا من أن الخيط هو نتاج لف الخيط بدلاً من قطعه - تفتقر الخيوط المقطوعة إلى هذه الميزة.
2. خصائص الجودة
الشركات المصنعة للمرفقات لفة الموضوع لقد استفادت من التقدم في المواد والمعالجة الحرارية والطلاء والتصنيع لإنتاج أحدث لفات الخيوط.
إن توفر الفولاذ D2 عالي الجودة والفولاذ DC53 المتميز قد مكّن الصناعة من إنتاج هندسة أكثر اتساقًا ومعالجة حرارية أكثر اتساقًا لقوالب لف الخيوط. يتوفر أيضًا الفولاذ عالي الجودة عالي الجودة M2 وM4 وM42.
تتيح المعالجة الحرارية باستخدام أفران التفريغ متعددة الأشرطة الجديدة وأفران التقسية التقليدية والمبردة الآلية إنتاج اللفات ببنية مجهرية أفضل وأكثر اتساقًا مع صلابة أكثر اتساقًا. وقد تم كل ذلك من خلال تحسين أوقات المعالجة لتمكين الاستخدام والإنتاجية الأفضل لمعدات المعالجة الحرارية.
يتم تقديم طلاءات جديدة بانتظام أيضًا، مما يوفر العديد من الخيارات. يتم اختيار الطلاءات بناءً على عملية التشكيل والمواد الملفوفة والعملية الحرارية لتعزيز الأداء بشكل أكبر.
وأخيرًا، يتيح الوصول إلى أدوات الآلة المتقدمة إنشاء الشكل الهندسي الأمثل لفافة الخيط. أصبحت معدات التصنيع أكثر دقة وقابلة للتكرار وأسرع من أي وقت مضى.
3. تشطيب السطح والهندسة
عادةً ما تكون التشطيبات السطحية المدرفلة 32 ميكروبوصة Ra أو أقل، مقارنة بالخيوط المقطوعة، والتي نادرًا ما تكون أقل من 63 ميكروبوصة Ra. القاعدة الأساسية الجيدة هي أنه عند لف الخيط، فإن تشطيب السطح الناتج يكون عادة ضعف جودة تشطيب البداية على المادة. على سبيل المثال، إذا كانت النهاية الفارغة تبلغ 40 ميكروبوصة Ra، فإن النهاية الناتجة ستكون قريبة من 20 ميكروبوصة Ra بعد لف الخيط. تعد هندسة شكل الخيط التي يتم إنتاجها أثناء لف الخيط أكثر دقة وتتجاوز عادةً متطلبات شكل الخيط بسبب الدقة والتشطيب المتأصل في قوالب لفة الخيط المستخدمة.
4. تخفيض التكلفة
لا توجد خردة، وعمالة أقل، وتكلفة أقل للأداة لكل خيط يتم إنتاجه، وهي صيغة توفر تكاليف منخفضة.
إن قطر درفلة الخيوط أصغر من مخزون القطع بالحجم الكامل، بدون أي مواد مهدرة. وهذا يعني عدم وجود أي خردة من المعالجة الروتينية. تعد عمليات تغذية سطح لف الخيط في الدقيقة أسرع بما يصل إلى 10 مرات من قطع الخيط أحادي النقطة. بالإضافة إلى ذلك، يتطلب قطع الخيوط ما متوسطه 10 تمريرات، مقارنة بتمريرة واحدة فقط مطلوبة للتدحرج. وهذا يعني انخفاضًا كبيرًا في التكاليف لكل خيط بسبب الكمية الأعلى من الأجزاء المنتجة لكل مجموعة لفة.
حتى عند مقارنة لف الخيط بمطاردة الخيط، فإنه يكون أكثر كفاءة عند إنتاج ملف تعريف الخيط الحقيقي. ستحتاج وحدات مطاردة الخيط القياسية إلى استخدام قابض الخيط لإنتاج خيوط عالية الجودة مماثلة لدرفلة الخيط. عند استخدام قابض الخيط، يتم تقليل كفاءة مطاردة الخيط وعادةً لا يكون خيارًا قابلاً للتطبيق مقارنةً بدحرجة الخيط.
5. زيادة قوة الشد
العمل على البارد يزيد من قوة الشد بنسبة 30% على الأقل أكثر من الخيوط المقطوعة، مما يزيد من قوة الخيط. بالإضافة إلى ذلك، تعمل الخيوط الملفوفة على تحسين قوة التعب بنسبة 50% إلى 75%. لا تظهر الخيوط أي فقدان لقوة التعب، حتى عند تسخينها حتى 500 درجة فهرنهايت لعدة ساعات. تعتبر الخيوط الأقوى دون الحاجة إلى معالجة حرارية خارجية باهظة الثمن نتيجة مباشرة لاختيار خيط ملفوف بدلاً من عملية قطع الخيط.
غالبًا ما تكون الخيوط الملفوفة أكثر سلاسة ومقاومة للتلف أثناء المناولة مقارنة بالخيوط المقطوعة. يؤدي دحرجة الخيوط إلى تغيير الخواص الميكانيكية للمادة من خلال تصلبها، مما يؤدي إلى زيادة مقاومة التآكل والتعب، بالإضافة إلى تعزيز قوة القص والشد والخضوع. تتميز الخيوط المقطوعة بنمط تدفق حبيبي يظل موازيًا لمحور الجزء، مما يضعف قوة الخيط في المحور الطولي. عادة ما يفشل الخيط عند حدود الحبوب، والتي تميل إلى أن تكون أضعف من الحبوب نفسها. مع الخيوط الملفوفة، تتدفق الحبوب في اتجاه عرضي، مما يوفر مقاومة للفشل حيث يتم تطبيق هذه القوى عبر الحبوب.
يؤدي لف الخيط أيضًا إلى تحسين مقاومة التعب. تزيد عملية الدرفلة من العمل البارد و"تصقل" الجذور والجوانب. يؤدي ذلك إلى تحسين تشطيب السطح أيضًا وينتج شكل خيط أكثر اتساقًا. يمكن أن تصبح العيوب السطحية الناتجة عن قطع الخيوط هي نقاط البداية
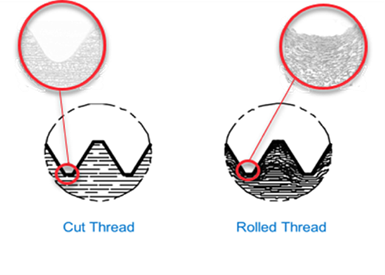
الشكل 2: يوضح الخيط المقطوع كيف يتم تعطيل السلامة الهيكلية الطبيعية للمادة عن طريق القطع فيها، مما يضعف الخيط. الخيط الملفوف هو نتيجة لضغط الحبوب عند جذر الخيط. يؤدي هذا الترتيب الجديد للحبيبات الانسيابية إلى زيادة القوة بشكل كبير، ولكنه يعمل أيضًا على تحسين اللمسة النهائية وهندسة الشكل ومقاومة التعب.
لفشل التعب. نظرًا لأن الطبقات السطحية للخيط الملفوف (خاصة تلك الموجودة في الجذور) تتعرض لضغط ضاغط، فيجب أن تتغلب قوى الشد وغيرها من قوى الضغط هذه قبل أن تتسبب ضغوط الشد في تراكم الفشل. هذه هي الطريقة التي يعمل بها لف الخيط على تحسين قدرة الخيط على مقاومة ضغوط التعب هذه. (انظر الشكل 2.)
لدى الشركات المصنعة العديد من البدائل عند الانضمام وتجميع الأجزاء عالية الأداء. تعمل الخيوط المدرفلة على تحسين الجودة والدقة والتشطيب والخصائص الميكانيكية المحسنة والاقتصاد في الإنتاج مما يجعل هذه العملية بديلاً جيدًا للحصول على نتائج خيوط إيجابية.