

























5 fatti sulla rullatura del filo
A differenza dei processi sottrattivi, la rullatura della filettatura non rimuove il materiale ma invece sposta e modella i metalli duttili in modo rapido e preciso nella forma della filettatura utilizzando un processo di formatura a freddo. Scopri di più sulla rullatura dei filetti e sui progressi degli utensili qui.
La rullatura del filetto è un processo di formatura a freddo che crea filetti utilizzando filiere di rullatura di precisione che sono l'immagine speculare del filo prodotto. Questo processo è diverso dai processi di produzione sottrattiva come il taglio dei metalli, la rettifica o la filettatura a pettine perché non rimuove alcun metallo per creare il profilo desiderato. Invece, questi rulli filettati in acciaio temprato si muovono e modellano i metalli duttili in modo rapido e preciso nella forma della filettatura.
Che tu abbia già familiarità con il processo di rullatura dei filetti o stia considerando di offrire questo processo presso la tua officina, è fondamentale acquisire familiarità con i seguenti aspetti della rullatura dei filetti, compresi i progressi nella tecnologia degli utensili.
1. Come funziona
La rullatura viene completata utilizzando un accessorio per rullatura su un tornio multimandrino, a fantina mobile o CNC. Durante il processo, la forma dei denti dei rulli filettati sporge nel diametro esterno di un pezzo grezzo cilindrico per riformare la superficie. L'estrema pressione esercitata dai rulli di filettatura fa sì che il materiale grezzo fluisca verso l'esterno nella cavità tra i rulli di filettatura. Ciò produce una geometria della filettatura che rispecchia quella dei rulli.
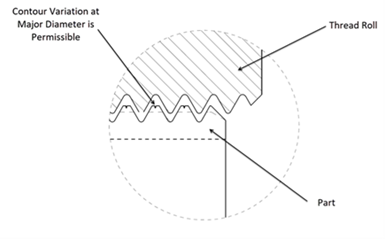
Fig. 1. Quando il materiale incontra la radice del fusto, i bordi esterni si curvano verso l'interno, formando la cresta. Il centro della cresta presenta una leggera concavità, come mostrato qui, che è una caratteristica normale.
La parte superiore della cresta del filo è una differenza tra fili tagliati e arrotolati. Nell'operazione di filettatura a rullo, il materiale viene spinto verso l'alto nella radice della filiera. Quando il materiale incontra la radice, i bordi esterni si arricciano verso l'interno, formando la cresta. Il centro della cresta presenta una leggera concavità (come mostrato nella Figura 1), che è una caratteristica normale. Questa concavità fa parte dell'interfaccia di gioco tra le filettature accoppiate e non influisce sull'adattamento o sulla funzione del giunto filettato. La presenza di questa caratteristica sulla cresta del filo è un modo per confermare visivamente che il filo è il prodotto dell'arrotolamento del filo piuttosto che del taglio: i fili tagliati non hanno questa caratteristica.
2. Caratteristiche di Qualità
Produttori di accessori per rulli di filettatura hanno approfittato dei progressi in materia di materiali, trattamento termico, rivestimento e lavorazione per produrre i suoi ultimi rulli filettati.
La disponibilità di acciaio D2 di migliore qualità e acciaio DC53 di prima qualità ha consentito al settore di produrre geometrie più coerenti e un trattamento termico più uniforme delle filiere. Sono disponibili anche acciai rapidi di migliore qualità M2, M4 e M42.
Il trattamento termico mediante l'implementazione di nuovi forni sottovuoto multibarra e forni di tempra convenzionali e criogenici automatizzati consente la produzione di rotoli con microstruttura migliore e più coerente con una durezza più uniforme. Tutto ciò è stato fatto con tempi di elaborazione migliorati per consentire un migliore utilizzo e produttività delle apparecchiature di trattamento termico.
Vengono regolarmente introdotti anche nuovi rivestimenti che offrono diverse opzioni. I rivestimenti vengono selezionati in base al processo di formatura, al materiale del rullo e al processo termico per migliorare ulteriormente le prestazioni.
Infine, l'accesso a macchine utensili avanzate consente la creazione ottimale della geometria dei rulli filettati. Le apparecchiature di lavorazione sono più precise, ripetibili e veloci che mai.
3. Finitura superficiale e geometria
Le finiture superficiali laminate sono tipicamente 32 micropollici Ra o meno, rispetto ai fili tagliati, che raramente sono inferiori a 63 micropollici Ra. Una buona regola pratica è che, con la rullatura della filettatura, la finitura superficiale risultante è in genere due volte migliore della finitura iniziale del materiale. Ad esempio, se la finitura del pezzo grezzo è di 40 micropollici Ra, la finitura risultante sarà prossima a 20 micropollici Ra dopo la rullatura della filettatura. La geometria della forma della filettatura prodotta durante la rullatura della filettatura è più precisa e in genere supera i requisiti della forma della filettatura grazie alla precisione e alla finitura intrinseche delle matrici del rullo di filettatura utilizzate.
4. Riduzione dei costi
Nessuno scarto, minore manodopera e minor costo dell'utensile per filo prodotto sono una formula che garantisce costi ridotti.
Il materiale rotabile filettato ha un diametro inferiore rispetto al materiale da taglio a grandezza naturale, senza materiale di scarto. Ciò significa che non vi sono scarti derivanti dalla lavorazione di routine. Gli avanzamenti al minuto della superficie di rullatura del filo sono fino a 10 volte più veloci rispetto al taglio del filo a punto singolo. Inoltre, il taglio del filo richiede in media 10 passaggi, rispetto a un solo passaggio necessario per la rullatura. Ciò equivale a costi per filo notevolmente ridotti grazie alla maggiore quantità di parti prodotte per set di rulli.
Anche quando la rullatura del filo viene paragonata all'inseguimento del filo, è più efficiente quando si produce un vero profilo del filo. Le unità di filettatura standard dovranno utilizzare un innesto del filo per produrre filettature di alta qualità paragonabili alla rullatura del filo. Quando si utilizza un innesto del filo, l'efficienza dell'operazione di rincorsa del filo è ridotta e in genere non è un'opzione praticabile rispetto alla rullatura del filo.
5. Aumento della resistenza alla trazione
La lavorazione a freddo aumenta la resistenza alla trazione almeno del 30% in più rispetto ai fili tagliati, il che aumenta la resistenza del filo. Inoltre, i fili rullati migliorano la resistenza alla fatica dal 50% al 75%. Le filettature non mostrano alcuna perdita di resistenza alla fatica, anche se riscaldate fino a 500° F per diverse ore. Fili più resistenti senza la necessità di costosi trattamenti termici esterni sono il risultato diretto della scelta di un filo laminato rispetto a un processo di filo tagliato.
I fili arrotolati sono spesso molto più lisci e resistenti ai danni durante la manipolazione rispetto ai fili tagliati. La rullatura della filettatura modifica le proprietà meccaniche del materiale incrudendolo, con conseguente aumento della resistenza all'usura e alla fatica, nonché maggiore resistenza al taglio, alla trazione e allo snervamento. Le filettature tagliate hanno un modello di flusso del grano che rimane parallelo all'asse della parte, indebolendo la resistenza della filettatura nell'asse longitudinale. Il filo tipicamente fallisce ai bordi della grana, che tendono ad essere più deboli della grana stessa. Con i fili laminati, la fibra scorre in direzione trasversale, fornendo resistenza alla rottura laddove queste forze vengono esercitate attraverso la fibra.
La rullatura della filettatura migliora anche la resistenza alla fatica. Il processo di laminazione aumenta la lavorazione a freddo e “bruna” radici e fianchi. Ciò migliora anche la finitura superficiale e produce una forma della filettatura più uniforme. Le imperfezioni superficiali risultanti dal taglio del filo possono diventare i punti iniziali
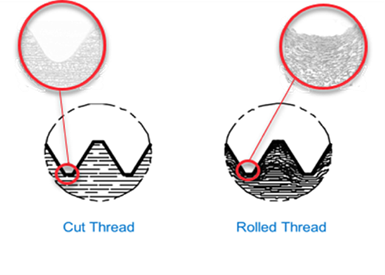
Fig. 2: Il filo tagliato illustra come la naturale integrità strutturale di un materiale venga interrotta dal taglio, che indebolisce il filo. Il filo arrotolato è il risultato della compressione dei grani alla radice del filo. Questa nuova disposizione sagomata delle venature comporta un aumento significativo della resistenza, ma migliora anche la finitura, la geometria della forma e la resistenza alla fatica.
per cedimento per fatica. Poiché gli strati superficiali del filo laminato (in particolare quelli nelle radici) sono sottoposti a sollecitazioni di compressione, il serraggio e altre forze devono superare queste sollecitazioni di compressione prima che le sollecitazioni di trazione causino l'accumulo di guasti. È così che la rullatura del filo migliora la capacità del filo di resistere a queste sollecitazioni di fatica. (Vedi Figura 2.)
I produttori hanno molte alternative quando uniscono e assemblano parti ad alte prestazioni. La migliore qualità, precisione, finitura dei fili laminati, proprietà meccaniche migliorate ed economia di produzione rendono questo processo una buona alternativa per risultati di filettatura positivi.