

























5 ข้อเท็จจริงเกี่ยวกับการรีดเกลียว
ต่างจากกระบวนการหักล้าง การรีดเกลียวไม่ได้เอาวัสดุออก แต่จะเคลื่อนย้ายและขึ้นรูปโลหะดัดอย่างรวดเร็วและแม่นยำในรูปแบบเกลียวโดยใช้กระบวนการขึ้นรูปเย็น เรียนรู้เพิ่มเติมเกี่ยวกับความก้าวหน้าของการรีดเกลียวและเครื่องมือที่นี่
การรีดเกลียวเป็นกระบวนการขึ้นรูปเย็นที่สร้างเกลียวโดยใช้แม่พิมพ์รีดที่มีความแม่นยำซึ่งเป็นภาพสะท้อนของเกลียวที่กำลังผลิต กระบวนการนี้แตกต่างจากกระบวนการผลิตแบบลบ เช่น การตัดโลหะ การเจียร หรือการไล่เกลียว เนื่องจากไม่ได้เอาโลหะใดๆ ออกเพื่อสร้างโปรไฟล์ที่ต้องการ แต่ม้วนเกลียวเหล็กชุบแข็งเหล่านี้จะเคลื่อนตัวและขึ้นรูปโลหะที่มีความเหนียวอย่างรวดเร็วและแม่นยำในรูปแบบเกลียว
ไม่ว่าจะคุ้นเคยกับกระบวนการรีดเกลียวอยู่แล้วหรือกำลังพิจารณาที่จะนำเสนอกระบวนการนี้ที่ร้านของคุณ สิ่งสำคัญคือต้องทำความคุ้นเคยกับแง่มุมต่างๆ ของการรีดเกลียว รวมถึงความก้าวหน้าในข้อเท็จจริงด้านเทคโนโลยีเครื่องมือ
1. มันทำงานอย่างไร
การรีดเกลียวเสร็จสิ้นโดยใช้อุปกรณ์การรีดเกลียวบนเครื่องกลึง CNC แบบหลายสปินเดิล แบบสวิส หรือซีเอ็นซี ในระหว่างกระบวนการ รูปร่างฟันของเกลียวจะยื่นออกมาสู่เส้นผ่านศูนย์กลางภายนอกของชิ้นงานเปล่าทรงกระบอกเพื่อปรับสภาพพื้นผิวใหม่ แรงกดดันที่รุนแรงจากมวนด้ายทำให้วัสดุเปล่าไหลออกสู่ช่องระหว่างมวนด้าย สิ่งนี้จะสร้างรูปทรงของเกลียวที่สะท้อนรูปทรงของม้วน
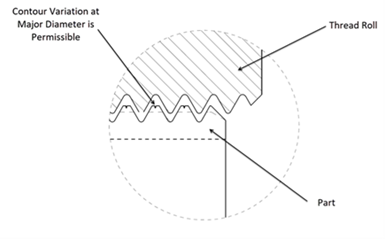
รูปที่ 1 เมื่อวัสดุบรรจบกับรากของแม่พิมพ์ ขอบด้านนอกจะโค้งงอเข้าด้านในจนกลายเป็นยอด ตรงกลางยอดมีความเว้าเล็กน้อยดังที่แสดงไว้ ซึ่งเป็นลักษณะปกติ
ด้านบนของยอดด้ายมีความแตกต่างอย่างหนึ่งระหว่างเกลียวที่ตัดและเกลียวที่ม้วน ในการดำเนินการร้อยด้ายแบบม้วน วัสดุจะถูกดันขึ้นไปที่โคนของดายเกลียว เมื่อวัสดุบรรจบกับรากแม่พิมพ์ ขอบด้านนอกจะโค้งงอเข้าด้านในจนเกิดเป็นยอด ตรงกลางยอดมีความเว้าเล็กน้อย (ดังแสดงในรูปที่ 1) ซึ่งเป็นลักษณะปกติ ความเว้านี้เป็นส่วนหนึ่งของช่องว่างระหว่างเกลียวผสมพันธุ์ และไม่ส่งผลกระทบต่อความพอดีหรือการทำงานของข้อต่อเกลียว การปรากฏคุณลักษณะนี้ที่ยอดเกลียวเป็นวิธีหนึ่งที่จะยืนยันด้วยสายตาว่าเกลียวเป็นผลจากการรีดเกลียวมากกว่าการตัด ด้ายที่ตัดขาดคุณสมบัตินี้
2. ลักษณะของคุณภาพ
ผู้ผลิตอุปกรณ์ยึดม้วนเกลียว ได้ใช้ประโยชน์จากความก้าวหน้าของวัสดุ การอบชุบด้วยความร้อน การเคลือบ และการตัดเฉือนเพื่อผลิตม้วนเกลียวใหม่ล่าสุด
ความพร้อมของเหล็ก D2 คุณภาพที่ดีขึ้นและเหล็ก DC53 ระดับพรีเมียมทำให้อุตสาหกรรมสามารถผลิตรูปทรงที่สอดคล้องกันมากขึ้น และการรักษาความร้อนที่สม่ำเสมอมากขึ้นของแม่พิมพ์ม้วนเกลียว เหล็กกล้าความเร็วสูงคุณภาพดีกว่า M2, M4 และ M42 ก็มีจำหน่ายเช่นกัน
การอบชุบด้วยความร้อนโดยใช้เตาสุญญากาศแบบหลายแท่งใหม่และเตาแบ่งเบาบรรเทาแบบธรรมดาและแบบไครโอเจนิกแบบอัตโนมัติช่วยให้สามารถผลิตม้วนที่มีโครงสร้างจุลภาคที่ดีขึ้นและสม่ำเสมอมากขึ้นพร้อมความแข็งที่สม่ำเสมอมากขึ้น ทั้งหมดนี้เสร็จสิ้นด้วยเวลาการประมวลผลที่ดีขึ้นเพื่อให้สามารถใช้งานและปริมาณงานของอุปกรณ์การประมวลผลความร้อนได้ดีขึ้น
มีการนำสารเคลือบใหม่ๆ มาใช้เป็นประจำเช่นกัน โดยมีตัวเลือกต่างๆ มากมาย การเคลือบจะถูกเลือกตามกระบวนการขึ้นรูป วัสดุม้วน และกระบวนการทางความร้อน เพื่อเพิ่มประสิทธิภาพให้ดียิ่งขึ้น
สุดท้ายนี้ การเข้าถึงเครื่องมือกลขั้นสูงทำให้สามารถสร้างรูปทรงของม้วนเกลียวได้อย่างเหมาะสมที่สุด อุปกรณ์การตัดเฉือนมีความแม่นยำ ทำซ้ำได้ และรวดเร็วกว่าที่เคย
3. การตกแต่งพื้นผิวและเรขาคณิต
โดยทั่วไปการตกแต่งพื้นผิวแบบรีดจะมีขนาด 32 ไมโครนิ้ว Ra หรือน้อยกว่า เมื่อเทียบกับเกลียวที่ตัด ซึ่งแทบจะไม่น้อยกว่า 63 ไมโครนิ้ว Ra หลักการทั่วไปที่ดีก็คือ เมื่อทำการรีดเกลียวแล้ว ผิวสำเร็จที่ได้จะออกมาดีเป็นสองเท่าของผิวสำเร็จเริ่มต้นบนวัสดุ ตัวอย่างเช่น หากผิวสำเร็จเปล่าคือ 40 ไมโครนิ้ว Ra ผลลัพธ์ที่ได้จะอยู่ที่ประมาณ 20 ไมโครนิ้ว Ra หลังจากการรีดเกลียว รูปทรงของรูปทรงเกลียวที่เกิดขึ้นระหว่างการรีดเกลียวจะมีความแม่นยำมากกว่า และโดยทั่วไปจะเกินข้อกำหนดของรูปทรงเกลียว เนื่องจากมีความแม่นยำและผิวสำเร็จในดายม้วนเกลียวที่ใช้
4. การลดต้นทุน
ไม่มีเศษวัสดุ ลดแรงงาน และต้นทุนเครื่องมือต่อเกลียวที่ผลิตลดลงเป็นสูตรที่ลดต้นทุนได้
สต็อกการรีดเกลียวมีเส้นผ่านศูนย์กลางเล็กกว่าสต็อกการตัดขนาดเต็ม โดยไม่มีวัสดุสิ้นเปลืองใดๆ ซึ่งหมายความว่าไม่มีของเสียจากการประมวลผลตามปกติ การป้อนพื้นผิวการรีดเกลียวต่อนาทีเร็วกว่าการตัดเกลียวจุดเดียวถึง 10 เท่า นอกจากนี้ การตัดเกลียวต้องใช้การกลึงโดยเฉลี่ย 10 รอบ เมื่อเทียบกับการตัดเกลียวเพียงครั้งเดียวสำหรับการรีด ซึ่งเท่ากับลดต้นทุนต่อเธรดที่ลดลงอย่างมาก เนื่องจากปริมาณชิ้นส่วนที่ผลิตต่อชุดม้วนสูงขึ้น
แม้ว่าการรีดเกลียวจะถูกเปรียบเทียบกับการไล่ด้าย แต่ก็มีประสิทธิภาพมากกว่าเมื่อสร้างโปรไฟล์เกลียวที่แท้จริง เครื่องไล่ด้ายแบบมาตรฐานจะต้องใช้คลัตช์เกลียวเพื่อผลิตเกลียวคุณภาพสูงเทียบเท่ากับการรีดเกลียว เมื่อใช้คลัตช์เกลียว ประสิทธิภาพในการไล่เกลียวจะลดลง และโดยทั่วไปจะไม่ใช่ทางเลือกที่มีประสิทธิภาพเมื่อเทียบกับการรีดเกลียว
5. เพิ่มความต้านทานแรงดึง
การทำงานเย็นจะเพิ่มความต้านทานแรงดึงมากกว่าเกลียวที่ตัดอย่างน้อย 30% ซึ่งจะเป็นการเพิ่มความแข็งแรงของเกลียว นอกจากนี้ เกลียวแบบม้วนยังช่วยเพิ่มความแข็งแรงเมื่อยล้าได้ 50% ถึง 75% เส้นด้ายไม่สูญเสียความแข็งแรงเมื่อยล้า แม้ว่าจะโดนความร้อนสูงถึง 500° F เป็นเวลาหลายชั่วโมงก็ตาม ด้ายที่แข็งแรงกว่าโดยไม่จำเป็นต้องผ่านกระบวนการให้ความร้อนภายนอกที่มีราคาแพง เป็นผลโดยตรงจากการเลือกด้ายแบบม้วนเหนือกระบวนการตัดด้าย
เกลียวที่ม้วนมักจะมีความนุ่มนวลและทนทานต่อความเสียหายระหว่างการจัดการมากกว่าเกลียวที่ถูกตัด การรีดเกลียวจะเปลี่ยนคุณสมบัติทางกลของวัสดุโดยการทำให้วัสดุแข็งขึ้น ส่งผลให้มีความต้านทานต่อการสึกหรอและความล้าเพิ่มขึ้น เช่นเดียวกับแรงเฉือน แรงดึง และความแข็งแรงของผลผลิตที่เพิ่มขึ้น เกลียวที่ตัดมีรูปแบบการไหลของเกรนซึ่งยังคงขนานกับแกนของชิ้นงาน ส่งผลให้ความแข็งแรงของเกลียวในแกนตามยาวลดลง โดยทั่วไปด้ายจะขาดที่ขอบเขตของเมล็ดข้าว ซึ่งมีแนวโน้มที่จะอ่อนกว่าเมล็ดข้าวเอง เมื่อใช้เกลียวม้วน เมล็ดพืชจะไหลไปในทิศทางตามขวาง ทำให้เกิดความต้านทานต่อความล้มเหลวที่ซึ่งแรงเหล่านี้ถูกกระทำข้ามเมล็ดข้าว
การรีดเกลียวยังช่วยเพิ่มความต้านทานต่อความล้าอีกด้วย กระบวนการรีดจะเพิ่มงานเย็นและ "ขัดเงา" รากและสีข้าง ซึ่งจะช่วยปรับปรุงผิวสำเร็จเช่นกัน และสร้างรูปทรงเกลียวที่สม่ำเสมอยิ่งขึ้น ความไม่สมบูรณ์ของพื้นผิวอันเป็นผลมาจากการตัดด้ายอาจกลายเป็นจุดเริ่มต้นได้
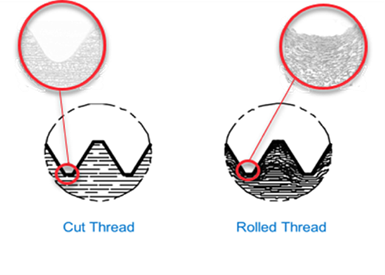
รูปที่ 2: ด้ายที่ตัดแสดงให้เห็นว่าโครงสร้างตามธรรมชาติของวัสดุถูกทำลายโดยการตัดเข้าไป ซึ่งทำให้ด้ายอ่อนตัวลง ด้ายที่รีดเป็นผลมาจากการบีบอัดเมล็ดข้าวที่โคนของด้าย การจัดเรียงเกรนที่โค้งมนใหม่นี้ส่งผลให้มีความแข็งแกร่งเพิ่มขึ้นอย่างมาก แต่ยังปรับปรุงผิวสำเร็จ รูปทรงรูปทรง และความต้านทานความเมื่อยล้าอีกด้วย
สำหรับความล้มเหลวของความเมื่อยล้า เนื่องจากชั้นผิวของเกลียวที่รีด (โดยเฉพาะที่ส่วนโคน) อยู่ภายใต้แรงอัด การกระชับและแรงอื่นๆ จะต้องเอาชนะความเค้นอัดเหล่านี้ก่อนที่ความเค้นดึงจะทำให้เกิดการสะสมความล้มเหลว นี่คือวิธีที่การรีดเกลียวช่วยเพิ่มความสามารถของเกลียวในการต้านทานความเครียดจากความเมื่อยล้าเหล่านี้ (ดูรูปที่ 2)
ผู้ผลิตมีทางเลือกมากมายในการประกอบและประกอบชิ้นส่วนประสิทธิภาพสูง เกลียวรีดที่ได้รับการปรับปรุงคุณภาพ ความแม่นยำ ผิวสำเร็จ คุณสมบัติทางกลที่ดีขึ้น และความประหยัดในการผลิต ทำให้กระบวนการนี้เป็นทางเลือกที่ดีสำหรับผลลัพธ์การทำเกลียวในเชิงบวก